- AMD Navi Radeon™ RX 7xxx sorozat
- Kormányok / autós szimulátorok topicja
- Amlogic S905, S912 processzoros készülékek
- NVIDIA GeForce RTX 4060 / 4070 S/Ti/TiS (AD104/103)
- Milyen SSD-t vegyek?
- Milyen belső merevlemezt vegyek?
- Gaming notebook topik
- ThinkPad (NEM IdeaPad)
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Soundbar, soundplate, hangprojektor
Hirdetés
-


Közönségkedvenc Galaxy vált One UI 6.1-re
ma Ezen a héten sem tétlenkedett a Samsung szoftverfejlesztő csapata.
-


Spyra: nagynyomású, akkus, automata vízipuska
lo Type-C port, egy töltéssel 2200 lövés, több, mint 2 kg-os súly, automata víz felszívás... Start the epic! :)
-


Beszáll a kézikonzolok világába a PC-s házairól elhíresült az Antec
ph Csak éppen nem saját fejlesztésű dizájnnal, hanem korábbi koncepció átnevezésével.






Új hozzászólás Aktív témák
-

n0rbert0
senior tag
Igen, tudom, hogy csak egy osztás, de hogy konvertálom át a word-öt valós számmá?
Próbálkoztam, hogy az eredmény átadom egy st funkcióblokknak, de ott nem tud közvetlen konvertálni csak int-ből. Ha először int-é utána meg real-é konvertálom, akkor nem lesz jó az eredmény.[ Szerkesztve ]
-

rsf
senior tag
Fut minden de errorban van a CPU és a hiba listában csak area lenght hiba van.(Ez induláskor mindig beleugrik ettől nem szokott bepirosodni a cpu)
Ezt több hónappal ezelött láttam az egyik gépünknél, de majd holnap de. ránézek újból, mert most nincs nálam a token.
Üdv.[ Szerkesztve ]
“Az a baj a világgal, hogy a buták mindenben holtbiztosak, az okosak meg tele vannak kételyekkel.“
-
rsf
senior tag

Bocsi rosszul emlékeztem a hibára.
A képen jól látszik, hogy a CPU error-ban van, de a diagnostic bufferben lévő hibák a dátumok alapján már több mint 2hónapja álltak fennt valószínűleg egy áramszünet miatt.Több terepi I/O nem volt elérhető.
Szóval ezek a hibák nem indokolnák az error státuszt, gondolom.
Jelenleg nincs hiba, hiába update-elem nem frissül a buffer. Eddig úgy tapasztaltam, hogy ha itt error-t látok akkor az SF led világít.De most nem tudom biztosan, mert ez a PLC nincs a közelben én is csak táveléréssel érem el. Lehet, hogy egy restart elég lenne neki, de nem akarok kockáztatni. Amikor ott hagytuk még nem volt error.Nem régóta foglalkozok siemens-el és nagy csalódás volt. De amúgy a progi elég nagy és sok indirekt címzés van benne.Köszi.
“Az a baj a világgal, hogy a buták mindenben holtbiztosak, az okosak meg tele vannak kételyekkel.“
-
rsf
senior tag
Ez minden PLC-nél igy van, hogy a legrégebbi üzenetek kiesnek a diag bufferből ezért mindig a legujabb marad csak benne. De pont ezt nem értem. Szóval már 2hónapja nincs hiba mert a legfrissebb hiba is 2hónapos és mégis errorban van a CPU. Most nem akarok PLC hitvitákba belemenni , de nekem a Siemens nem jön be igazán bár van ami tetszik benne. A fenti progi nagy részét én irtam már egy éve megy, de kb. 4hónapja van ez a hiba. Van egy kollegám aki a fő siemens-es, Ő azt mondta, hogy lehet olyan hiba amit nem rak be a hiba bufferbe. Nem tudom, hogy igy van-e, ezért kérdeztelek meg téged mint a fő Gurut.

Köszi[ Szerkesztve ]
“Az a baj a világgal, hogy a buták mindenben holtbiztosak, az okosak meg tele vannak kételyekkel.“
-

sörösló
aktív tag
Nincs is ezzel semmi baj, amíg ép a drót, vagy jó érvégnyomót használtak a szerelésnél. Múltkor döbbentem meg, amikor a qrva drága Weidmüller fogóval nyomott 0,25-ős érvégből simán kihúztam a vezetéket! Az én Conta-Clip fogóm ha egyszer megharap valamit, akkor az meg van harapva. Igaz, ezelőtt tizenakárhány évvel 30 rugóba fájt, de azóta is teszi a dolgát. Én az ilyen vékony cuccokhoz félvezetővédő betétet szoktam használni. Az garantáltan kiugrik, ha túlépted az értékét. Igaz árban nem egy kategória. Amúgy meg kapja be a Festo, a Mecman, a Bosch meg mindenki, ha egy 5 rugóba kerülő helyzetérzékelőhöz nem telik egy becsületes vezetékre. Ilyenkor mindig eszembe jutnak a régi svájci kimetszőink. Azokban 2.5-nél vékonyabb drótot nem használtak a vázkábelezéshez, de nem is volt velük vezetékszakadási probléma! Igaz, azóta felment a réz ára rendesen.

-
rsf
senior tag
Hali,
ha este irtad volna csak a választ akkor sem történt volna semmi. Sajnálom a történteket majd iszunk rá egy sört valamikor valahol.
Azért nem akarom ujraindítani a PLC-t, mert cirka 13óra repülőútnyira van.
Nincs még nagy tapasztalatom Siemens-ben, de a folyamatosan fennálló hibát eddig mindig a diag bufferben látható közeli időpontból láttam.Valamint abból, hogyha rányomok az update gombra akkor frissül a hiba ideje. Jelen esetben ez nincs így.
De majd valamikor értekezhetnénk a normális hibakezelésről, nem csak üres OB-k.
Üdv.“Az a baj a világgal, hogy a buták mindenben holtbiztosak, az okosak meg tele vannak kételyekkel.“
-
rsf
senior tag
Akkor most szerinted mi a hiba? Mert az I/O hiba megszünt két hónapja. Tehát szerinted vmi programming error volt ami bekapcsolta a ledet majd volt utánna pár I/O acess error ami már megszünt de ez van a bufferben a programming error meg kiesett?
Igazából nem tudom, hogy melyik led világít, csak az error látható a diag.bufferben. A PLCSIM-ben én nem nagyon bíznék többször csinált teljesen mást mint a hús-vér PLC.
Üdv.“Az a baj a világgal, hogy a buták mindenben holtbiztosak, az okosak meg tele vannak kételyekkel.“
-
sörösló
aktív tag
Reménytelen, csak sokára fogja megérteni hogy nincs mit érteni. Mert ez Siemens ( AB, Modicon, Eaton, Omron stb.) Többé-kevésbé mindegyik szerencsétlen-tök(él)etlen a maga módján. A kicsik a feljesztési lehetőségek korlátozott módja miatt, a nagyok meg pl. Siemens azért mert megengedheti magának: - Ez van öcsisajt! A mienk ilyen, kicsit sótlan tán, a kóla se mindig hideg, de ez van. Eszed, vagy máshol kérsz egy szendvicset? Nem vagyok egy nagy PLC guru mint Szirty, de minden igényt kielégítő, minden szempontból tökéletes fejlesztőrendszert még nem láttam. Lehetnek persze elvakult hívői egy-egy gyártónak, de ez szerintem a rutinos megszokás miatt van. Sokat gyűrte, megszokta - olyan mint az asszony. Kicsit ráncos, kicsit háklis, de összecsiszolódtunk.
A hibakezelés meg egy alapvető nyűg, pedig szerintem a jó hibakezelés a program legfontosabb része a megbízhatóság szempontjából. Nem véletlen, hogy a safety modulok alapvető hibakezelési rutinjait nem a felhasználó írja, az már gyárilag bennük van! Nem bízható ugyanis a véletlenre, ki mit talál ki hirtelen felindulásból.
Apró kis programhibák meg sokszor okoznak többhetes fejtörést, aztán amikor rájön az emberfia, veri a fejét a falba: - Ezt nem vettem észre? Vagy az a német mérnök aki írta, egy ilyen egyszerű dologra nem figyelt?[ Szerkesztve ]
-
rsf
senior tag
Bocsi ha hülyeséget irtam.Tehát ha leszakad egy eszköz akkor annak I/O-i nem érhetőek el(ez természetes) de ezt a hibát a siemens, program hibának veszi mintha egy nemlétező cimre hivatkoználés ez SF hiba. Ezt a diag. bufferes dolgot ki kell próbálnom élőben. Mert itt van egy kis nézetkülönbség közöttünk. Most nincs a közelemben siemens PLC (csak kb. 5 másfajta
) De ha minden igaz lassan lesz egy. Nekem az a tapasztalatom, hogy ha leszakad egy DP akkor a BF led világít nem az SF majd ha visszaáll a kapcsolat akkor az el is alszik és lesz róla egy bejegyzés a bufferben. A diag buffer egy log amiben a megtörtént hibák vannak időrendi sorrendben és x mennyiségben. Szóval az az én problémám, hogy én még nem láttam olyat , hogy világít a piros és a logban több hónapos a legutóbbi hiba. Én eddig úgy tudtam, hogyha világit az SF led akkor egy jelenleg is fennáló hiba van.De akkor ezek szerint rosszul tudtam.
Üdv.“Az a baj a világgal, hogy a buták mindenben holtbiztosak, az okosak meg tele vannak kételyekkel.“
-
rsf
senior tag
OK köszi és bocsi az eddigiekért.
A jó pap is holtig tanul nem még én.
Most jött az infó:
A Siemens parkolópálya AB vel kell foglalkoznom. Hát igy hogy fogok elmélyedni benne?
Üdv.“Az a baj a világgal, hogy a buták mindenben holtbiztosak, az okosak meg tele vannak kételyekkel.“
-

byte-by
tag
szia Szirty !
" Szeretnék pár dolgot kiegészítésként hozzáfűzni..............."
egyről beszélünk.
azért mondtam, hogy egyről beszélünk, mert pont a FORCE -ra hívtam fel a figyelmet, hogy ez a szimulátor esetén ( és aktív program esetén is pl. egy működő gép, de ott lefut a program) statikus módon megváltoztatja pl. egy bit értékét, amit a CANCEL nem töröl ,csak a kényszerítés tényét, szimulátor esetén, nem lefutó programban.szimulátorban is lefuthat a program ha a feltételek adottak , de ha a szekvencia elakad egy olyan network elött ahol kényszerített bit van ( vagy csak egy network-öt tesztelünk, vagy memória írást, comparátort, MOVE utasítást, stb. ) és amelyre CANCEL-t nyomtak, akkor az úgy marad amilyen állapotba kényszerítették, de erről nem igazán lesz információ.
a probléma , ha ekkor másik SECTION-ba váltunk, mert ez a bit ott is a kényszerített állapotában lesz, különösebb jelzés nélkül.
szóval valami ilyesmire gondoltam, hogy ha semmi nem kezeli, akkor az úgy marad, legalább is amíg a szimuláció tart, vagy amíg konkrétan nem változtatnak rajta.
byte-by
-

w3dzz
csendes tag
Szia!
Olyasmit szeretnék megcsinálni, hogy pl van 15db word változó egymás után és egy ciklusváltozó ami valamilyen esemény hatására növekszik. Ezeket a wordoket az esemény bekövetkeztekor kirakná a kimenetre és, hogy ne kelljen ilyen estben 15 komparálást csinálni.
MOV(021) DR0, IR1 100
DR0, IR1 tartalmát összeadja abból lenne egy cím és azt az értéket ami ezen a címen van írja a 100-as wordbe?
Vagy esetleg pl. az 50-es word-re hogyan lehet rámutatni a DR0, IR1-el?
[ Szerkesztve ]
-
w3dzz
csendes tag
80.0 mindig inaktív így folyamatosan másolnám a DM0-t a abba a DM-be, amelyiknek a számát a DM1 tartalmazza. Amikor a 0.0 aktív 3hexát írna a DM0-ba, ezt szeretném majd átmásolni máshová. 0.01 ha aktív a Dm1-be 5, ha pedig 0.02 aktív a DM1-be 6 kerül. DM5 és DM6 összehasonlításával akartam megnézni, hogy működik e.
-

Szabest
tag
Szia, komolyan mondon hogy azt állítom be amit leírtál, a doksiban!
Annyi különbség ugye hogy nekem nem a CPU-n van az ETH aljzat, hanem egy CP343-as kártyán(6GK7 343-1EX10-0XE0, esetleg megpróbálnád Te is egy W config összerakás erejéig /ugyanezzel a CP karival /hogy nálad nem-e dob hibát?? ) ahogy ez látható is a beszúrt képen.
Lehet hogy ez a kártya nem képes így beszélgetni egy másik ilyen kártyával? Mert ahogy irtad hogy a PN/DP portra álva látnunnk kell alul a listát ahova fel lehetne venni a partnereket, na nekem ugye ha a CP kártyára állok csak egy szöveg jelenik meg hogy válasszak ki egy másik elemet stb... Átváltok a CPU -ra a (piros négyzettel jelölt részére) és akkor bejön al ista lenn, majd az ablak a duplakattintásra, vagy új elem hozzáadásra, majd a beszúrt kép/üzenet, mikor nyomnám az OK-t!Érdekes módon ha egy 343-1EX11, vagy 21es típusú kártyát állítok be neki, egyből engedi a további beállításokat :/ Ennyivel kevesebbet tudna ez a kártya?

-
Szabest
tag
Találok leírást hogy miként működik ez CP kártyánál? esetleg olyan felállásnál hogy működik, hogy kell beállítani, ahol van egy eth aljzatos CPU, és a többi akikhez csatlakoznék, azok meg CP kártyával rendelkeznek?
Leíom én amit csak kell, nem sajnálom rá az időt, csak megoldást szeretnék valóban

-
Szabest
tag
Szia, köszi a tippet, kapcsolatoke terén majd elválik mi lesz, hogy lesz, egyenlőre csak 2 állomás között próbálnám ki, úgymond "asztalon" a beszélgetést, ami sokból nem állna( a végső esetben sem) mert mindegyik plc amik összefutnak 1 helyre(úgymond Fővezérlőbe S7 400-as) elég volna 1 bájtnyi adatot áttolni, meg vissza kb.
1-1 nyomógomb megnyomását kellene összegyűjtenem ilyen módon, mint a biztonsági őröknél ami van csekkoló, hoyg járják be a terepet, itt is ez volna a cél. Csak ugye akkro a terület, hogy több km-et kell gyalogolniuk mire bejárják a terepet és a legegyszerűbb ez volna hogy a 400-as cpu-ba megirom azt a logikát hogy milyen sorrendbe, milyen időközökkel(így kényszerítem hogy ha már nem TPM-eznek, akkor legalább körbejárjanak
 ) nyomhatják meg a gombokat.
) nyomhatják meg a gombokat.Jelenleg ebben az élő rendszerben megvana kapcsolat a 400-as és a többi 300-as+CP kártya között, mert nézegettema HW konfigokat, meg megy is a beszélgetés, tehát a kapcsolatok számával nem lenne baj(szerintem), mert működő rendszerrbe aplikálnám bele. Csak mielőtt belenyúlnék élesben, asztalon kipróbálnám , hogy miként is megy a dolog. Ha végképp nem akar menni, ETH-n kívül, DP/DP coupleren keresztül kell végigadogatnom az adatokat
mert az is van, mint "redundancia"...csak az aztán halál volna :/Amúgy szerinted ha már eljutok odaáig, hogy az elsőnek felvetett kérdésemnél leokézom, és tovább enged, azaz betudok állíani 1-1 akcite, és no active kapcsolatot lenn a listába a CPU alá, akkor működhet a leírásod alapján a dolog? Azokkal a blokkokkal?
-

redon13
csendes tag
Hi Szirty,
Mar hallottam rola de azt hiszem ez meghaladma jelenlegi tudasomat megha tudnek szerezni is egyet. Egyebkent hasznal meg valaki ilyet programozasra vagy barmi egyebre, pl hiba keresesre? Idejet multnak tunik. habar most pont jol jonne!
Jaa igen, elnezest az ekezet nelkuli szovegert de jelenleg nincs arra alkamas keszulekem. -

levelko
csendes tag
Hello!
Bocs, hogy nem voltam egyértelmű, de arra gondoltam, hogy van egy elmentett forrás project, amely tartalmazza a szimbólum neveket, de a PLC-ben lévő program nem mindenben egyezik meg ezzel.
Omronnál azt meg tudom tenni, hogy a PLC-vel ONLINE kapcsolatban vagyok és egy elmentett projectből betöltöm a szimbólum információkat. (mivel a CQM1H és a CPM2A cpu-k nem tárolják ezeket.)Ilyesmire gondoltam:
(/IMG)[/L]](//cdn.rios.hu/dl/upc/2013-07/30/311683_u2sf9sqwonrwzkkx_dc28.thumb.jpg/600 "[L:/dl/upc/2013-07/30/311683_flebmfhb8bsjquui_dc28_2_3.jpg](IMG:/dl/upc/2013-07/30/311683_flebmfhb8bsjquui_dc28_2_3.thumb.jpg)(/IMG)[/L]")
Szóval kényelmesebb, mint 500 oldalas doksit lapozgatni hibakeresés közben.
levelko
-

Ghummmy
csendes tag
Így akármelyik irányban kell elindulnom a további utamon, biztosan lesz aki tud segíteni. Jelenlegi ismereteim az Omron PLC-k és azok programozása. Természetesen nem túl magas szinten.
Talán annyit lehetne mondani rám, hogy Ígéretes Kezdő. Leginkább azért mert érdekel ez az irányzat (mármint a plc programozás).Az első kérdésem rögtön meg is tenném egy kis körítéssel az érthetőség kedvéért.
Mi a véleményetek arról, hogy úgy szeretnék megoldani egy olyan feladatot ami azt foglalja magában, hogy a melóhelyemen lévő gépeket egy rendszerbe kötném azzal a céllal, hogy egyrészt (1) a karbantartás menetét egyszerűsítsem (ez volt a szakdolgozatom témája is). Valamint a vezérkar szeretné ehhez hozzácsatolni azt, hogy (2) ők a saját PC-ről láthassák, hogy mikor melyik gép miért áll esetleg.
1-ez részben megtervezve, a bíráló és a záróvizsga vizsgáztatói szerint frankó és kivitelezhető.
Lényegében 1 PLC kap x számú gépről referencia jelet. Ez alapján a plc figyeli az üzemórát és a karbantartók számára egy terminálra továbbítja, hogy éppen milyen aktuális karbantartási feladat jelentkezett. (ez nagyon tömören ennyi)
2-A vezér szeretné ha tudná, hogy melyik gép mikor megy vagy nem megy és miért. Erre én ráfejelnék annyit, hogy ugyanígy akkor egy pc-n vagy terminál-on a karbantartók is lássák azt, hogy éppen mit csinálnak a gépek (üzemel, nem üzemel, hiba miatt nem üzemel, milyen hiba miatt).
A gépek nagy része 10-30 év közötti. Minimálisan automatizáltak. Viszont minden gépben van hőkioldó (1 vagy több a gép bonyolultságától függően). Ezek segítségével véleményem szerint (mármint ezekre csatolt segéd érintkezőkkel), oldanám meg a PLC-re juttatandó jeleket. Lényegében lenne egy főjel ami a gép indításakor indul, valamint az egyes hőkioldók szakításakor mellék jeleket biztosítanának a PLC felé.
Itt találkoztam olyan problémával, hogy már használatban van a segédérintkező fázis figyelésre. Így ott már nem tudom a 24V-ot használni. Mivel én mechanikai irányzaton kezdtem a tanulást annak idején, ezért én ezeket az elektromos dolgokat nem nagyon vágom. Nézegettem, hogy esetleg dupla segéd érintkező van-e, de nem nagyon találtam. Olyan hőkioldót láttam a gépeinkben amin kétoldalt is van ilyen segédé., egy szakító, és egy záró résszel. Viszont aminél a probléma fellépett, ott ez pont nem oldható meg. Esetleges megoldás lehet egy relé beiktatása, vagy a hőkioldó cseréje 2 segédé-sre?Szeretném kikérni a véleményeteket erről, valamint arról, hogy esetleg más egyszerűbb megoldással ugyanezt meg tudnám-e oldani.
A gépek száma 60-70 körül van, valamint én szeretném a légfüggönyöket, elszívókat illetve a batériák ventilátorait is a rendszerbe venni. Ez viszont más 150 körüli létszám lenne. Ezzel a PLC-re simán 200 fölötti bemenet lesz. Esetleg az megoldható, hogy több jel érkezzen 1 bemenetre különböző jelszintekkel? PL 23,5V-24,5V között 10 elkülönülő jelszint? (ez lehet hülyeség)
Az még messze sincs meghatározva, hogy milyen PLC típus lenne (sajna az ár nagyon döntő lesz)
Előre is köszönöm a hozzászólásokat! -
Ghummmy
csendes tag
Helló Szirty!
Köszönöm a gyors reagálást.
A kihívásokat szeretem általában (főleg műszaki téren), ezért nem ijedek meg a mély víztől, max nem sikerül.
A program azon része megvan a plc-re ami az üzemórát figyeli és jelzéseket küld a terminálra, valamint a terminálon is készen van a kezelő felület. Tesztelve is lett félig élesben (itt a gépeket kapcsolókkal helyettesítettem).Elképzeléseim szerint nem lehet olyan sokkal nehezebb a hőkioldókról származó jelekhez való program megalkotása sem, bár még ebbe nem másztam bele.
Abban viszont biztos vagyok, hogy részben halott dologról van szó, ugyanis a vezetőségünknél is él a "minden csoda 3 napig tart". Viszont az egyik tulaj kérte azt, hogy ő szeretné látni, hogy mikor miért állnak a gépek. (szerintem ez a része a tök fölösleg kategória, de ha ő ezt szeretné akkor én szívesen fejlesztem a tudásomat ezzel a feladattal, főleg ha esetleg ezzel kicsit sikerül elérnem nála azt, hogy alkuképes legyek fizetésemelés terén.
A feladat végrehajtása mellett több indokot is fel tudnék hozni, természetesen nem mind a cégnek a haszna, de hosszútávon akár az is lehet:
1- Sajna jelenleg a vezetőség nagyon pénz központú, de átgondolatlanul. Értem itt azt, hogy a cég egy durván 600 főt közvetlenül foglalkoztató élelmiszer ipari gyár + a külsősök. Ennek ellenére a gépeink 150%-on mennek, megállás csak akkor ha már a tönkrement alkatrész végképp megállította a gépet. Amíg eldöcög vele addig nem nagyon nyúlhatunk hozzá, mert nincs tartalék alkatrész. ha tönkrement akkor tákolás, és esetleg új rendelése. Ezt szeretném felszámolni a tényleges TMK bevezetésével, amit esetlegesen elősegítene az, hogy látják, hogy mit kell cserélni és mikor (erre papíros módszerrel nemrég rá is szálltak. tervezzünk 1 évre előre, hogy mikor mit kell csinálni, és mennyibe fog kerülni, de jelenleg a hibaelhárítás megy. Ez a kettő üti egymást) És ha hosszútávon el tudom érni a szemléletváltást a vezetőségnél (nagyon nehéz lesz), akkor az nekem is egy öröm (meg talán egy jól fizető állás idővel).
2-Nem mindig derül ki az, hogy pl egy batériában kiment az egyik ventilátor. Ezt úgy szokták észrevenni, hogy a meó nézi a hőmérsékleteket. ha már napok óta nem jó akkor szólnak a gépháznak, hogy gond van. Ha kedvük van akkor megnézik, ha nincs akkor direktbe nyomják és a kevesebb ventilátorral állandóan megy a hűtés. Aztán kiesik még egy venti. és akkor már muszáj lesz megnézni, hogy mi a baj. Erre lenne jó a teljes feladat, mert ebben megoldhatóvá tudnám tenni, hogy az ilyen "gépek" is figyelve legyenek és a műhelyben azonnal látszik, hogy hol szállt el egy ventilátor, és lehet cserélni. nem kell megvárni míg még egy tönkremegy a túlterhelés miatt.
3- a legegyszerűbb indok, a saját tudásom fejlesztése
4- ez sem bonyolult. karbantartóból magasabb szintre lépés, vagy karbantartóként magasabb fizetés elérése
5-pl egy csomagológép leállhat olyan egyszerű hiba miatt, hogy elfogyott a fólia vagy a nyomtató szalag, amihez csak pl a nyomtató szalagot kell vinni és nem kell a szerszámos láda. Így cipekedést, meg fölösleges sétákat mellőzhetnénk (a kedves kolleginák a gép mellől általában azzal jönnek, hogy megállt a gép. Pedig kiírja, hogy milyen hibával és akkor nekünk felkészülten lehetne kimenni, de így mindig van egy + utunk, mert meg kell nézni, hogy mivel van gond. Igaz, hogy még csak 30+-os vagyok, de azért nem lottón nyertem a lábamat, hogy akár napi tizen kilómétereket talpaljak az üzemben naponta, mert lusták elolvasni, hogy mit ír ki a gép.)Na így hirtelen ennyi ami mellette szól.
Bocs az újabb hosszú szösszenetért.) -
Ghummmy
csendes tag
Hogy ne nyúljon hosszúra ez a levél, így csak sorba számozom a válaszokat.
1.
Ezzel tisztában vagyok. Rengeteg olyan dolog van amit hagyunk pihenni, és talán megfeledkeznek róla, vagy csak szándékosan megvalósíthatatlannak állítunk be. (így a legegyszerűbb)2.
Ez is pont így működik. Ezért próbálok valahogy egy kis szemlélet látást összehozni.3.
Általában a közvetlen vezetőjük ha megtudja akkor küldi őket (vagy megy velük). Viszont mivel nem mindig ül ott, így lehet pont akkor mikor szólnak nekik ő nem értesül róla és az emberei nem is mondják meg neki.
Elvileg ugyebár a helyi vezetők irányítják a melóst közvetlenül, és ha csak ez az illető férhet hozzá a hibák törléséhez (pl: kóddal), akkor gyorsíthatók lennének a folyamatok. Persze ez még nem hatna arra, hogy a vezetőség engedélyezze a 10 perces leállást.Azzal tisztában vagyok, hogy közel van a szélmalom harchoz ez a dolog, de a gyakorlás kedvéért nem lenne rossz.
Nagy esélyt arra sem látok, hogy komoly pénzeket tudok ebből zsebre tenni, de ha másra nem is lesz jó arra igen, hogy mire esetleg olyan melót találok ahol komolyabb célokra is lehet használni az ilyesmit addigra kicsit tapasztaltabbnak mondhatom magam a PLC-k és programozásuk terén.Azért bízom abban, hogy egyszer csak a vezetőség is rájön, hogy a befektetésekből van a nagyobb hasznuk. Igaz ennek az esélye a kisebb.
-
Ghummmy
csendes tag
Még valami.
Mivel karbantartó vagyok én is így belülről látom a dolgokat. 8 éve mikor idekerültem akkor a közvetlen (már nyugdíjasként itt lévő) főnököm mindig csak azokat az alkatrészeket cseréltette ami tényleg behalt. Pl egy tengely végén csak az egyik csapágy ment szét akkor azt...
Gondolom tisztában vagy vele, hogy ezeknek mi volt a következménye. Én nagyon utáltam hetente javítgatni ugyanazokat a gépeket egy 1000-5000 forintos alkatrész miatt.
Azóta sikerült azt elérnem, hogy amiket az ifjabb kollégákkal javítunk gépeket, ott értelmesen cseréljük az alkatrészeket (a nyugdíj előtt állók még mindig csak akkor teszik meg ha ott vagyunk velük és nem engedjük a linkeskedést). Tudom, hogy ez nem egy frankó rendszer, de már azt sikerült elérni vele, hogy nincs minden napra egy komolyabb gépjavítás és így akad már olyan nap is amit kibírnak a gépek végig.
Remélem erről a szintről sikerül továbblépni majd a tényleges TMK változatra is.Az, hogy a vezetőség műszaki analfabéta, néha kedvez nekem is, mert bizonyos dolgokat elhisznek idővel, ha ügyesen van előadva.
Másrészt a saját hülyeségeikbe lehet belekergetni és belezavarodnak. Jó látni mikor kiül az értetlenség a fejükre. -
-

attis71
tag
Szia Szirty!
Köszi a választ, közben jó áron találtam egy új Mitsubishi AL-2 24MR-D és hozzá egy relés kimeneti bővítőt. Itt már 8db analóg bemenetem van. 3db Rosemount 244R hőm. távadó (4-20mA) + 3db PT100 lesz hozzá kötve. Ma megyek érte, kíváncsi vagyok hogy milyen lesz.
Ha nem baj biztos lesz még pár kérdésem feléd és a fórumozók felé.Üdv.:
attis71 -
-
rsf
senior tag
Helló Szirty!
A funkcióblokk azért nem ér, mert az mögé akarmilyen megoldást irhatsz.
A többi funkció: Számláló, felfutó él stb. használható, mert ezek minden PLC-ben megtalálhatóak(szerintem).
Üdv.“Az a baj a világgal, hogy a buták mindenben holtbiztosak, az okosak meg tele vannak kételyekkel.“
-
rsf
senior tag
Nem megy ki semmire sem, csak a magunk szórakoztatására és egy kis agymozgatásra.
Ez a JMPN-es megoldás nagyon jó, csak sok PLC-ben nincs ilyen ugró utasítás de ki lehet váltani 2sima JMP-vel is. Ez lett volna az én megoldásom is egy utasítással kevesebbel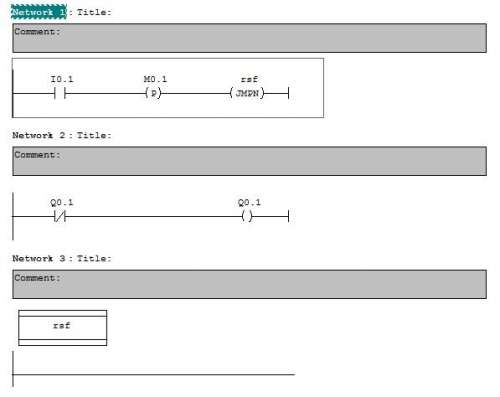
[ Szerkesztve ]
“Az a baj a világgal, hogy a buták mindenben holtbiztosak, az okosak meg tele vannak kételyekkel.“
-
rsf
senior tag
-
rsf
senior tag
Pedig most kérés felém, hogy a gráf lépéseket jmp-vel csináljam meg létrában. Mert náluk az a szokás. Sírom is most vissza a Siemenst amit amúgy nem nagyon szívlelek.
Kár ezen vitatkozni. Izlések és pofonok.
Üdv.“Az a baj a világgal, hogy a buták mindenben holtbiztosak, az okosak meg tele vannak kételyekkel.“
-

kemeny76
csendes tag
Köszönöm a gyors választ.
Azt nem értem, hogy a 10-es pontra a jeladó felől nem tudok kötni semmit mivel onnan csak két mérési jel érkezik amiből csak az egyiket kell felhasználni. Ha a 10-es pontra nem tudok kötni semmit a jeladóról akkor hogyan kössem be?
A frekiváltó is 4...20mA-es jellel működik. A frekiváltó analóg bemenetét a kimeneti kártya 6-os 7-es pontja közzé kötöttem.
Az analóg bemenet címe PEW274 az analóg kimenet pedig PAW304.A HW configban a jel ki és bemeneti típusát is 4..20mA-re állítottam. De nem találtam a 2 vagy 4 vezetékes mérési módra vonatkozó beállítást.
A méréshatár alatt mit értesz?
-

Atomgeszi
veterán
Szia Szirty!
(Köszönöm, ha ez bók volt, ha nem, akkor is. )
Igen, szerintem is alapok elsajátítására elég csak.. A cégnél nálunk is elég sokszor láttam már a programozó kollégákat, de ők mind főiskolát végeztek illetve villamosmérnökök és erről(magáról az OKJ képzésről) sajnos nem tudtak semmit se mondani, csak annyit, hogy ők főiskolát végeztek.
Szóval nem vagyok sehogy se előrébb.. Bár így már mindegy is, hogy nem fog elindulni ez a szakma...
Az alapokat jobb lett volna itt megtanulni,mint a cégnél egyből a mély vizet látom.
Rohadtul kéne az alap, aztán Pesten Siemensnél a hetes kurzusokra vevő lennék az már jó lenne.
Akkor úgy látszik marad a villamosmérnöki? -
-



















 ) nyomhatják meg a gombokat.
) nyomhatják meg a gombokat.

(/IMG)[/L]](http://cdn.rios.hu/dl/upc/2013-07/30/311683_u2sf9sqwonrwzkkx_dc28.jpg "[L:/dl/upc/2013-07/30/311683_flebmfhb8bsjquui_dc28_2_3.jpg](IMG:/dl/upc/2013-07/30/311683_flebmfhb8bsjquui_dc28_2_3.thumb.jpg)(/IMG)[/L]")






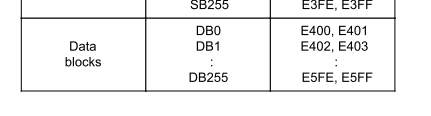 Pl hogy DB-t nem tudok cím szerint meghívni (DB11 memcíme: KH E416 ).
Pl hogy DB-t nem tudok cím szerint meghívni (DB11 memcíme: KH E416 ).

Új hozzászólás Aktív témák
- AMD Navi Radeon™ RX 7xxx sorozat
- Honda topik
- Kormányok / autós szimulátorok topicja
- Büszke apukák és anyukák topikja
- ubyegon2: Airfryer XL XXL forrólevegős sütő gyakorlati tanácsok, ötletek, receptek
- Amlogic S905, S912 processzoros készülékek
- A fociról könnyedén, egy baráti társaságban
- NVIDIA GeForce RTX 4060 / 4070 S/Ti/TiS (AD104/103)
- Sikeres volt a teszt, elpusztítja internetes műholdjait az Amazon
- Samsung Galaxy S23 és S23+ - ami belül van, az számít igazán
- További aktív témák...

Állásajánlatok

Cég: Ozeki Kft.
Város: Debrecen

Cég: Ozeki Kft.
Város: Debrecen