- Autós kamerák
- VR topik (Oculus Rift, stb.)
- AMD Navi Radeon™ RX 6xxx sorozat
- NVIDIA GeForce RTX 4080 /4080S / 4090 (AD103 / 102)
- Megérkezett a Corsair új M.2-es SSD-je, és mindennek mondható, csak lassúnak nem
- Intel Core i5 / i7 / i9 "Alder Lake-Raptor Lake/Refresh" (LGA1700)
- Kormányok / autós szimulátorok topicja
- Hangkártya probléma
- HiFi műszaki szemmel - sztereó hangrendszerek
- Azonnali informatikai kérdések órája
- Visszavonta az Intel és a Qualcomm Huawei-hez kiadott exportlicencét az USA
- Telekom otthoni szolgáltatások (TV, internet, telefon)
- Kodi és kiegészítői magyar nyelvű online tartalmakhoz (Linux, Windows)
- Súlyos adatvédelmi botrányba kerülhet a ChatGPT az EU-ban
- Már nem hisz a nagy európai EV-forradalomban a Ford
Hirdetés
-


Ghost of Tsushima - A PC-s kiadás több mint 170 régióban elérhetetlen lesz
gp Hasonlóan a Helldivers II-höz, ahol nincs PSN regisztrációra lehetőség, ott nem lehet megvenni a programot.
-


Megérkezett a Corsair új M.2-es SSD-je, és mindennek mondható, csak lassúnak nem
ph Az MP szériás konstrukció egyelőre csak 4 TB-os tárhelymérettel tehető kosárba, és lineáris lemezműveletekben bőven 10 GB/s felett teljesít.
-


Három éve fontos döntést hozott az AI-ról az Apple
it A Bloomberg szerint saját chipekkel működtetné az AI-szervereket az Apple.






Új hozzászólás Aktív témák
-

molntomi
csendes tag
Sziasztok!
Olyan kérdésem lenne, hogy a CX-programmer-be és CX-Designerbe, ha egy szám értéket megadok a felületen, akkor az beíródjon a PLC-be. Például egy időzítő értékének változtatása,beállítása, a HMI-n, így mindig a kívánt érték fut le a programban. Esetleg paraméterátadással kellene? Most kezdtem el foglalkozni a témával.
Ha lehetne egy LAD-os példának örülnék

Előre is Köszönöm!
-
molntomi
csendes tag
Sziasztok!
Egy olyan OMRON-os kérdésem lenne, hogy, ha csatlakozok egy CQM1H PLC-hez, Peripherial porton keresztül és letöltöm a programkódját, (PLC/Transfer/From PLC) a symbol táblába felvett kimenetek, bemenetek és adatok, miért nem töltődnek le a programmal együtt? Ez a "hiba" több azonos típusú PLC-n előjött már.

Vagy ezeket aki beprogramozta nem vette fel?
Mert így elég nehéz megnézni, mi miért van.Előre is köszönöm!
-
#6297
molntomi
csendes tag
Achilles83
#6296
molntomi
csendes tag
válasz
 Achilles83
#6296
üzenetére
Achilles83
#6296
üzenetére
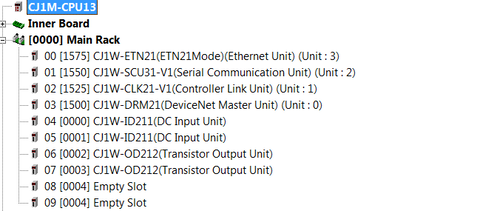
Igen, a DM-ről beszélek, eddig inkább CJ1M típusú PLC-kel foglalkoztam, de most kell CQM1H-val is.
Pl. ennél a képnél, hogy nyomozom ki azt, hogy ez mi akar lenni?

Értem mit csinál a program kód / utasítás, de ezt az adatmemória területet nem igazán.
És ehhez hol tudnék utána olvasni?DM:

Előre is köszönöm!
-
molntomi
csendes tag
Sziasztok!
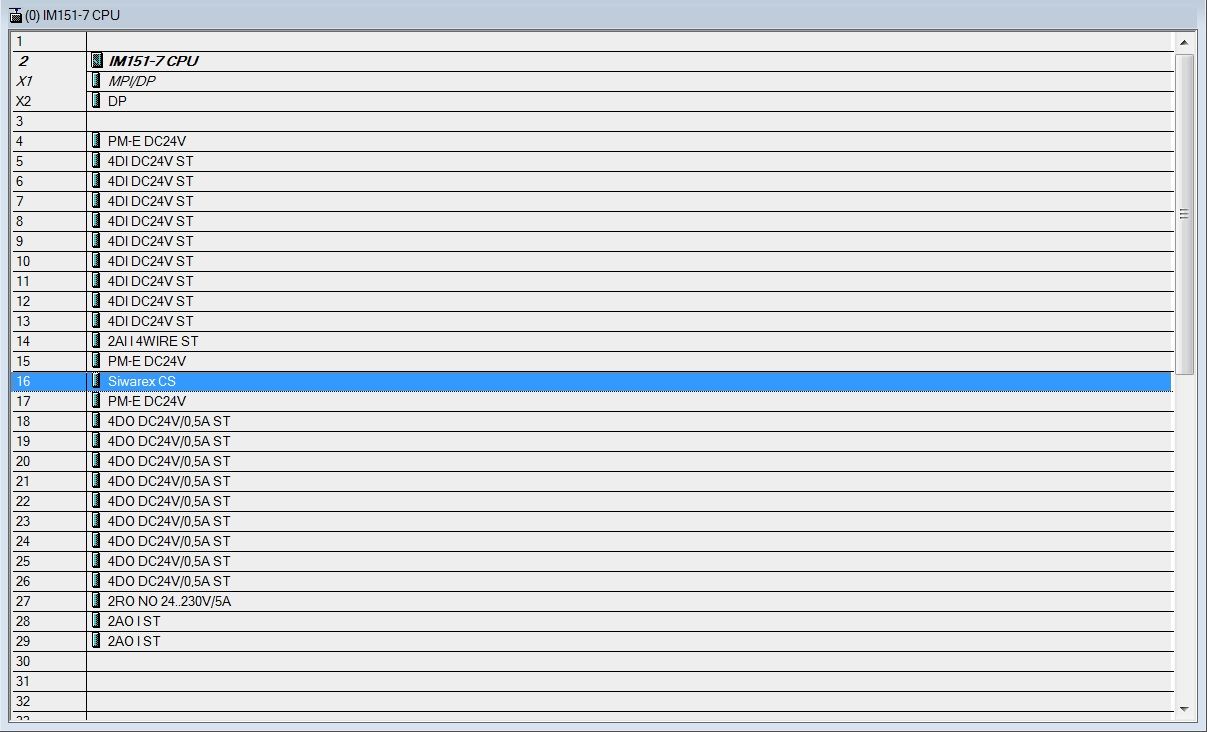
Olyan kérdésem lenne, hogy egy ET200s IM151-7-es CPU-nál, ugyanúgy töltöm le a programot a PLC -ről, mint egy S7-300-as vagy 400-as esetében?
1. MPI-on csatlakozok
2. Set PG/PC interface
3. Upload Station to PGlink: [link]
Csak ilyennel még nem találkoztam.
Egy HMI csatlakozik még a rendszerhez.kép:

Előre is köszönöm a válaszokat!
-
molntomi
csendes tag
Sziasztok!
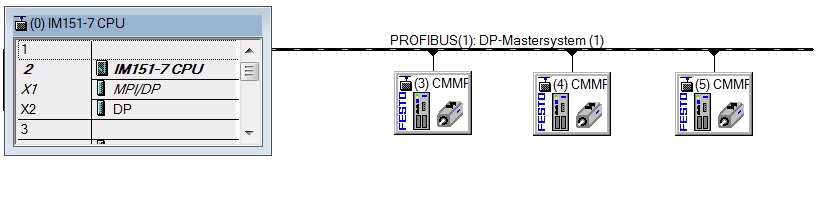
Az egyik gépünkben található 3 Festos CMMP AS C2 3A típusú motor controller.
S7-300-as PLC-re vannak csatlakoztatva Profibuson keresztül.
Nekem az állapotaira lenne szükségem, mikor milyen pozícióban van, ezt meg is találtam a motor controller manuáljában,
de a PLC-be ezt nem állítom (vagy nem találtam), csak egy startfeladat pozíció bemenetet (DB-ből) adok át a servo motor FB-nek, de hogy mi a pozíciója azt nem tudom.Kérdésem az lenne, hogy tudnám ezt esetleg megfejteni?
GSD fileba kéne keresnem a megoldását?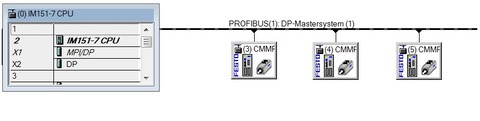
https://www.festo.com/net/SupportPortal/Files/380659/CMMP-AS-M3-HW_2012-03_760322g1.pdf
(28. oldal)
Elnézést, ha nem teljesen érthető a kérdés!
Előre is köszönöm a válaszotokat!
[ Szerkesztve ]
-
molntomi
csendes tag
Sziasztok!
Egy egyszerű kérdésem lenne, de számomra még is fontos.
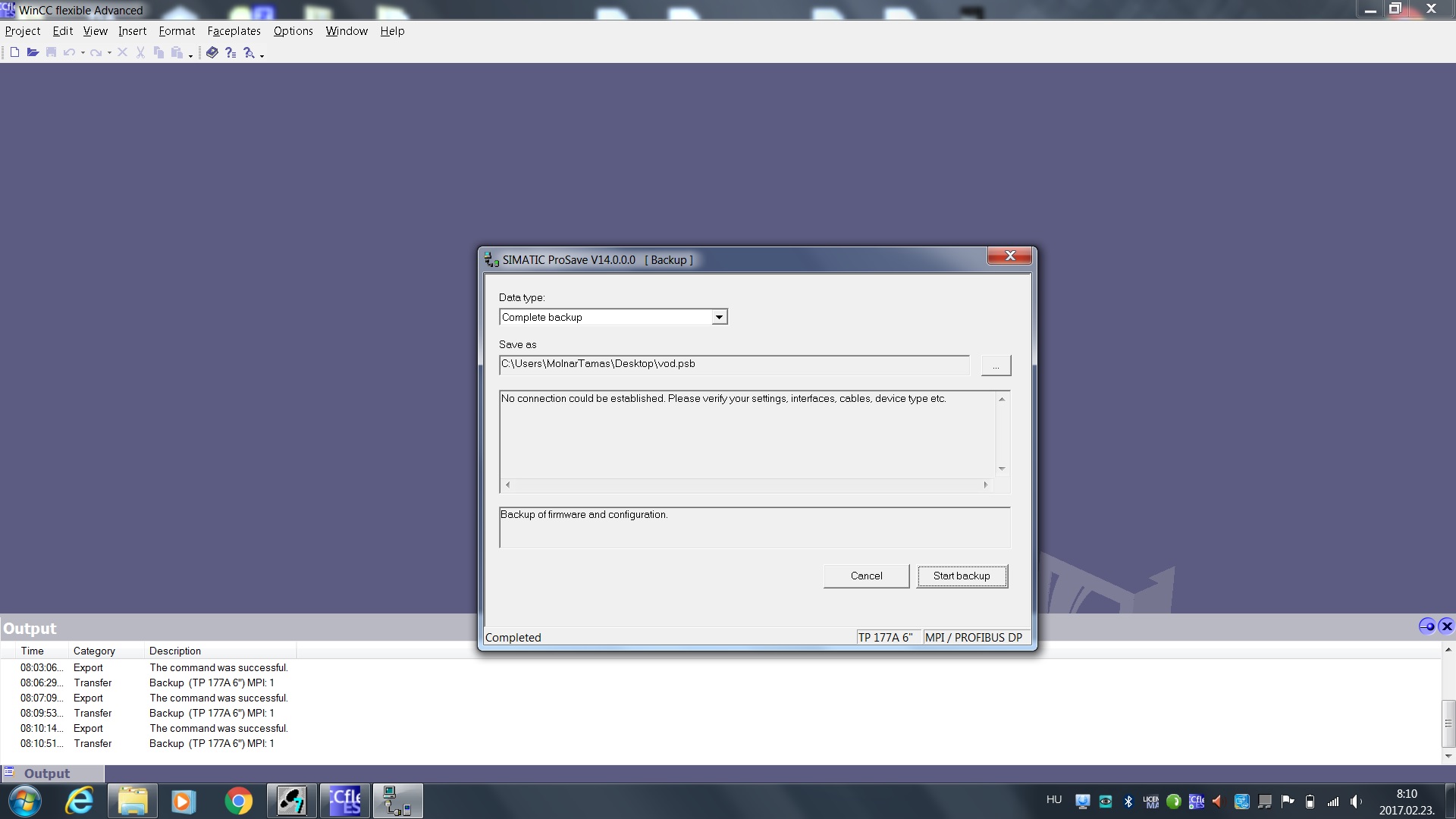
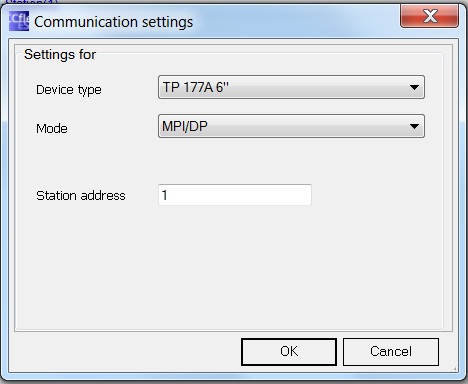
Simatic Touch Panel-ről szeretném letölteni a meglévő programot (TP 177A 6" 1.8.3.), ehhez kérnék egy kis útmutatást, miket kell a Wincc Flexible 2008-as szoftverben beállítanom?MPI-on keresztül szeretnék csatlakozni. Ha jól gondolom akkor Transfer/Communication settings ott beállítom és hogyan tovább? A HMI-n kell valamit állítanom vagy letudja így is szedni?
Elnézést ha ez alap kérdés, de nem szeretném a meglévő programot akár felülírni vagy bármi.
Előre is Köszönöm!
-
molntomi
csendes tag
válasz
 crucified
#6630
üzenetére
crucified
#6630
üzenetére
Szia!
Kipróbáltam, szerintem is így kéne, de mégse jó.....
Kép:
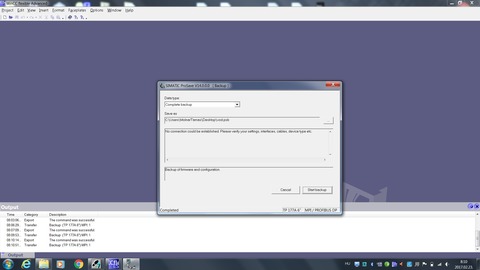
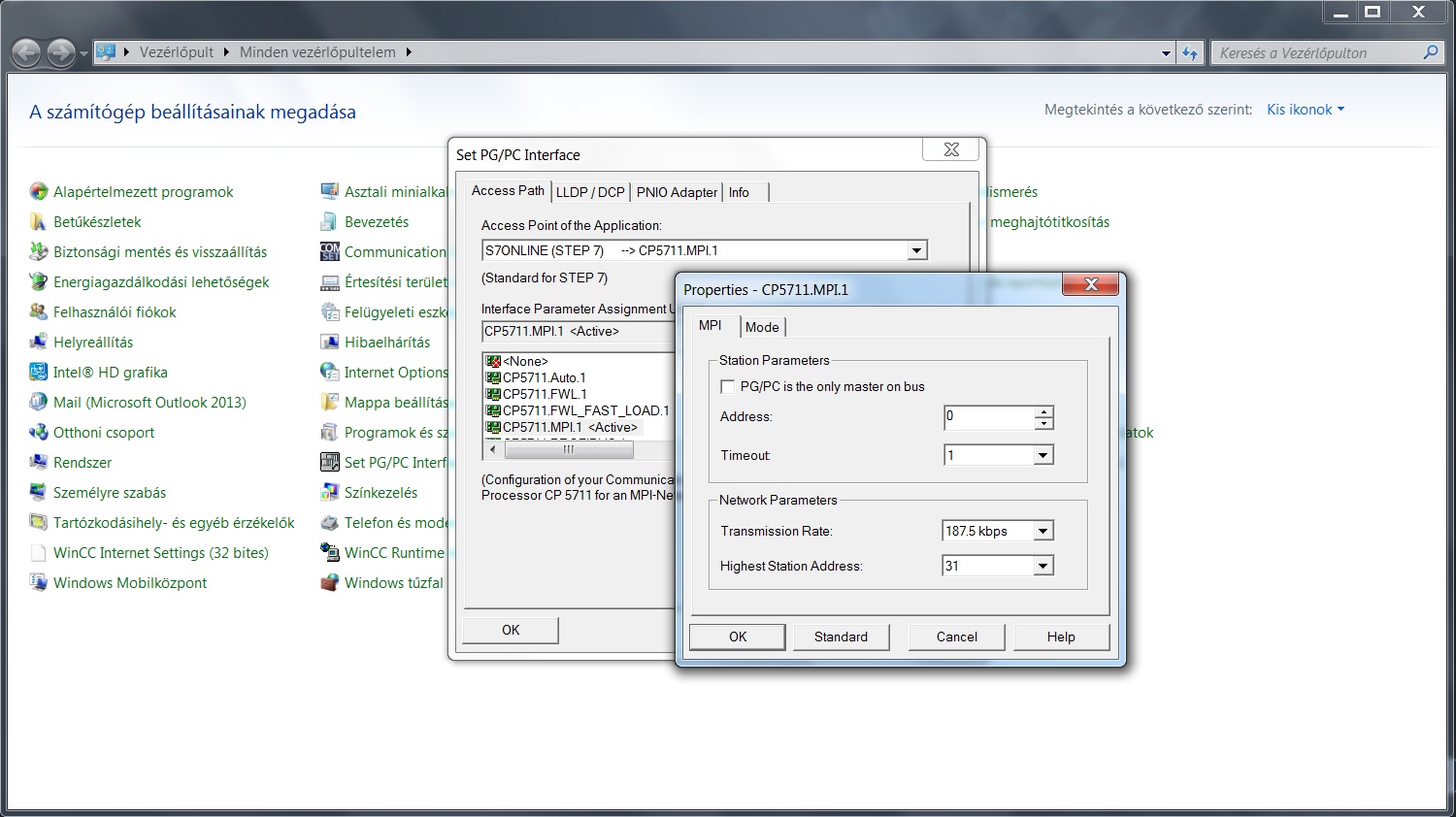
Ezt kapom, mint hibaüzenet. Az MPI kábel jó (használom máshol is sikeresen), a laptopon jó a beállítás (Communication settings/MPI/Address), HMI-vel nincs baj (folyamatos termelésben van használva), annyi a különbség hogy ő a PLC-vel profibuson kommunikál, de ez nem befolyásolja gondolom.
Valami ötlet, hogy miért nem tudom leszedni a programot?
[ Szerkesztve ]
-
molntomi
csendes tag
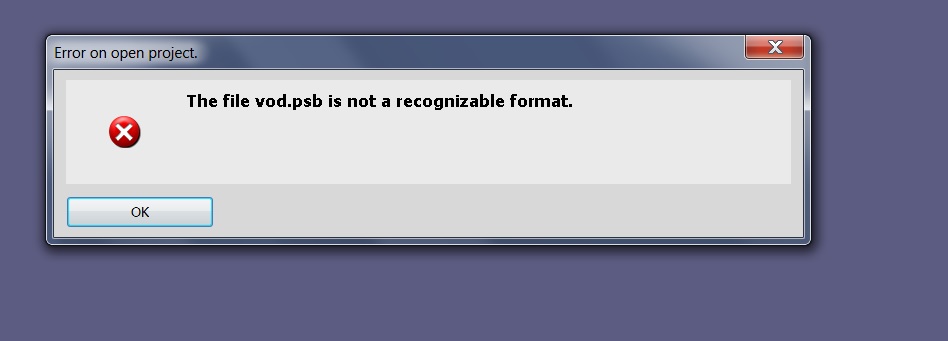
Letudtam szedni, igazad volt: SET PG/PC -> Profibus, így sikerült viszont, mikor megakarom nyitni WinCC Flexible ezt kapom:

ügye most egy .psb fáljt kellett kapnom?
Most egy kicsit képzavarba is kerültem. Ügye az eredeti kérdésem az volt, hogy ha nekem nincs semmilyen projektem egy kijelzőhöz, de szükségem van a kijelző projektére akkor hogyan tudom leszedni azt és szerkeszteni/módosítani.
Ez a .psb mentést tudom egyáltalán szerkeszteni vagy ez csak arra jó, hogy ha valami történik a panellel én visszatudom tölteni? Van itt jó pár olyan gép amelynek nincs meg a projektje vagy csak egy nagyon régi változat van meg (8 éves).[ Szerkesztve ]
-
molntomi
csendes tag
válasz
crucified
#6661
üzenetére
Szia!
Nem hozzám szólt a kérdés, de megpróbálom megválaszolni.
A különbséget szerintem a feladat és a programozó határozza meg.
Komolyabb feladatoknál már nem elég a LAD programozási nyelv, kell az STL is.
Másrészről ki mire specializálódik, STL, LAD vagy FBD esetleg SCL. A programozó dönti el melyik neki a szimpatikusabb az adott feladathoz. Ügye a Létra nyelv még a relés korszakból maradt fent, de sokszor ez nem elég. -
molntomi
csendes tag
Sziasztok!
Két Siemens-es kérdésem lenne.
Szeretnék egy Siemens 400-as PLC-re program módosítást tölteni. Ez érintené az OB1-et is.
1 FC-t és 1 DB-t töltenék még fel pluszba, ami egy számolást hajt végre és tárol el, de a futó programba nem vezérelnék mást. Az OB1-be csak az FC meghívása kerülne.A kérdésem, hogy miközben fut a gyártási program feltölthetek-e anélkül, hogy megálljon a rendszer vagy összezavarjam a PLC-t.
A másik kérdésem, hogy ami DB-t létrehozok, ott REAL típusú értékeket számolok, ezeket az értékeket x. idő után a plc kitudja-e íratni excelbe, vagy ez hogy működne?
Előre is köszönöm a válaszokat.
[ Szerkesztve ]
-
molntomi
csendes tag
Sziasztok!
Két kérdésem lenne, mind a kettő OMRON PLC-s
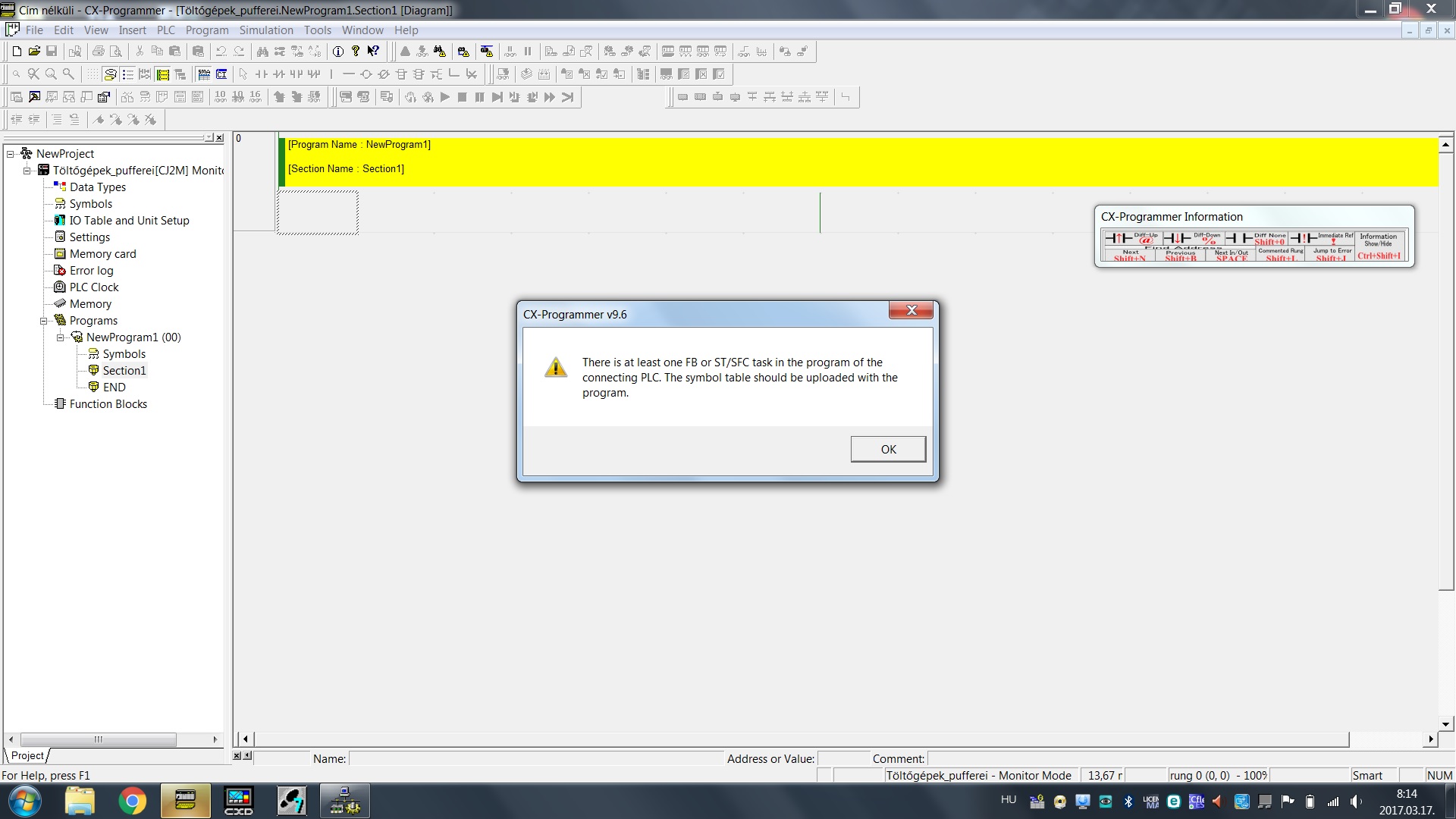
Az első, csatlakozni szeretnék egy OMRON CJ2M-CPU 15 PLC-hez USB-n keresztül. Az eszközök látják egymást, viszont amikor tölteném le a programot, akkor FB -s symbol table hivatkozva nem csatlakozik.
Nincs meg az eredeti program, így kellene csatlakoznom. Mi lehet a gond?A másik hiba kicsit komplexebb.
Erre a PLC-re 3 kijelző is (DeviceNet-en) csatlakoztatva. Egy NS5-TQ10-V2, NS8-TV00-V2, NT21-ST121-EV3.
A probléma, hogy a NT21 kijelző ha bekapcsol, akkor eldobja a másik kettőről is a kapcsolatot és nem kommunikál a PLC-vel. Ha ezt a kijelzőt nem működtetjük, a kapcsolat jó.Valakinek van erre valamiféle tapasztalata? Hardveres vagy a szoftverbe lehet a hiba?
Elektronikus szekrénybe esetleg valami zajt összeszed és bontja a kommunikációt?
Előre is köszönöm a válaszokat!
[ Szerkesztve ]
-
-
-
molntomi
csendes tag
Sziasztok!
Siemens S7-300 kérdésem lenne.
Adott egy gép, nincs meg az eredeti programkódja, csak a kiolvasott kód és a kapcsolási rajz.
A probléma a PLC-ről vezérelt frekvencia váltóval van. Freki váltó: Siemens Micromaster 420.Kijelzőről állítható a frekiváltó sebessége százalékosan ez a programkódban így néz ki:
A DB103.DBW10 - a százalék értéke ez kijelzőről állítható
DB103.DBW 42 - DB104.DBW 64 - DB104.DBW 70 - PLC-s beállítási érték a kijelző felé, gondolom alapbeállítások._1inverter_sebesseg - PQW752 analóg kimeneten van (0-10V)
O "M7_motor_vezerlo"
O "M8_motor_vezerlo"
JC M004
L 0
T "_1inverter_sebesseg"
T DB103.DBW 10
JU M001
M004: A M 28.1
JC M002
L DB103.DBW 42
T DB103.DBW 10
JU M003
M002: AN "M7_motor_vezerlo"
JC M009
L DB104.DBW 64
T DB103.DBW 10
JU M003
M009: AN "M8_motor_vezerlo"
JC M003
L DB104.DBW 70
T DB103.DBW 10
M003: L DB103.DBW 10
L 276
*I
T "_1inverter_sebesseg"
M001: NOP 0Gondolom itt a 276 szorzás azért kell, hogy meglegyen a 0-27648 tartomány.
A probléma, az hogy ha 100% állítom akkor a maximum 50HZ, ami jelenleg kevésnek bizonyul.
Sehol nem látom, hogy a PLC-n le lenne e korlátozva, de a Micromasteren se találok ilyen beállítást.Hardware config:

Gondolom az analóg bemenetnek ehhez nincs köze.
Valami ötlet? PLC-be keressem vagy a freki váltóba szerintetek?Előre is köszönöm!
[ Szerkesztve ]
-
molntomi
csendes tag
Sziasztok!
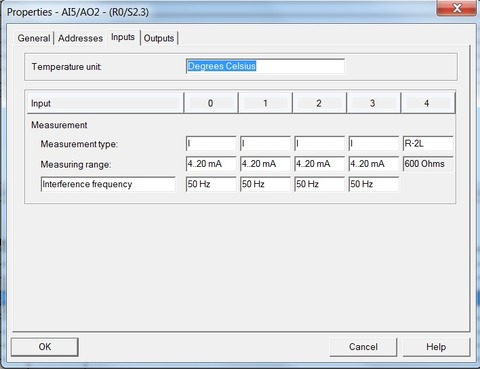
Egy olyan kérdésem lenne, hogy a SIEMENS-nél ügye a Hardware configban megtalálható, hogy melyik modul milyen címet kap.
Ugyanez az OMRON-nál megnézhető?? És ha igen hol, vagy esetleg egy szabály van rá?
Digitális input-output még rendben, de az analóg csatornáknak a címét vagy vannak a TC modulok hol tudom megadni, változtatni, megnézni?A kérdésem nem csak a gyártó által megkapott programokra érvényesek, de a PLC-ről leszedettre is vonatkozik.
CX-Programmert használok.
Ez eltér PLC-nként, nem mindegy,hogy mondjuk CQM1 vagy CJ1M?
Előre is köszönöm a válaszokat!
-
molntomi
csendes tag
Sziasztok!
Olyan kérdésem lenne, hogy raklap érzékelésre, mi Sick wl12g-p530 szenzort használunk, ami egy foto elektronikus szenzor.
De random a gép nem érzékeli néha a raklapot, ez a viselkedése mindig változik, néha egész nap semmii, máskor mindig van gond vele. Természetesen a raklapok se egyformák.
Ebből gondolva nem a program a hibás, bár ahhoz nem férek hozzá (szoftver hiány).
A kérdésre visszatérve, ti milyen szenzorral érzékelnétek a raklapokat, valamit esetleg tudtok ajánlani ami megbízható?
A másik gond a szenzort elhelyezkedése lehet?
Erre a területre van állítva:

Szenzor:

-
molntomi
csendes tag
Sziasztok!
Nem feltétlenül PLC-s kérdés, inkább programozói.
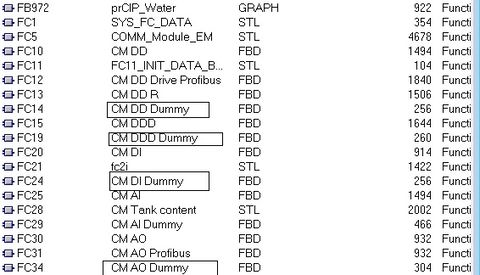
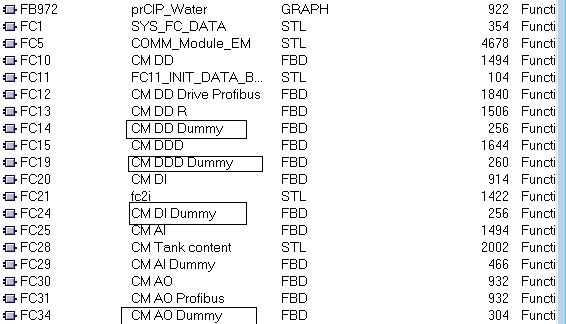
Több PLC programban találkoztam már a Dummy, szóval, kifejezéssel.
Szótár szerint:• néma, néma személy, hallgatag személy, álnéma személy, némajátékos
Ez mit jelent pontosabban a programozásban??
Előre is köszönöm!
-
molntomi
csendes tag
Sziasztok!
Nem PLC-s kérdés, de SIEMENS-el kapcsolatos problémám lenne.
Egyik gépünk-be található egy Siemens DC-USV-Modul 15.
A problémám vele, hogy az ALARM led világít pirosan, illetve villog egy ideig, hibát ad be a kijelzőnek, majd nyugtázás után folyamatosan világít pirosan.
Utána néztem a leírásban, ott azt írja, hogy akksi hiba vagy kábelszakadás. Rámértem multiméterrel, az akksi jó, kábel hiba sincs.
Valaki találkozott már ilyen eszközzel és ha igen valami ötlet, hogy miért nyavalyog?
Olyat találtam, hogy a Battery modul-t ki kell cserélni. Itt az akksira vagy a akksi modulra gondol?
Előre is köszi a válaszokat!
manual: https://cache.industry.siemens.com/dl/files/515/17698515/att_900517/v1/A5E38473417-1-74_OP-INST_DC-USV-15A_de-en_2016-09-01.pdf
[ Szerkesztve ]
-
molntomi
csendes tag
Sziasztok!
Wincc Flexible transzferreléssel lenne két kérdésem. Ha bepipálom az "Overwrite recipe data records"-ot, mi történik, értem én, hogy felül írja a rekordjaimat, de ez mit is takarna pontosan?
A másik a "Use pack & go" lenne, hogy mit jelent.
Előre is köszönöm!
Bocsi, ha alap kérdésről van szó, de nem szeretnék semmit úgy feltölteni, hogy nem tudom.

-
molntomi
csendes tag
Sziasztok!
Omron-os kérdésem lenne, pontosabban Devicenettel kapcsolatos.
3 PLC össze van kötve Devicenettel, de csak az egyiken van ethernet modul.
Na én ezt az egyet el is érem a hálózaton, de a többit is el szeretném, és úgy tudom, hogy ezt meg lehet csinálni, de nem tudom, hogyan (ha mégse lehet elnézést a kérdésért).
(ha mégse lehet elnézést a kérdésért).Valaki tud ebben segíteni?? Cx-one-nak ezeket a szoftvereit nem nagyon ismerem. (Cx-server, Cx-protocol, stb.), eddig inkább csak a cx-programmerel és a cx-designerrel foglalkoztam, gondolom itt lenne a megoldás is.
CJ1M -es két PLC (itt van az egyiknél az ethernet modul), a harmadik CJ2M.
Előre is köszönöm a segítséget.
-
molntomi
csendes tag
válasz
 molntomi
#6948
üzenetére
molntomi
#6948
üzenetére
Végül rájöttem, cx-integrator-t kell használni, onnan ki lehet szedni, hogyan is van felépítve a rendszer.
Itt akkor megtudtam a network, és a node számokat, amelyet használni kell az ethernet megadásánál.Én esetemben:
Devicenet networkje: 1
Controllerlink networkje: 2
CJ2M-es PLC node száma: 3
IP cím: CJ1M PLC IP-je, itt található az ethernet modult.Akkor a kép alapján csatlakozhatsz:

Gondoltam megosztom, ha valaki más is szembe kerül majd ezzel.
Báár az még nem világos, hogy default beállítás mellett miért tudtam a másik CJ1M PLC-re csatlakozni,. -
-
molntomi
csendes tag
Sziasztok!
Siemens PLC-s kérdésem lenne, pontosabban SIWAREX CS modullal kapcsolatban.
PLC: IM151-7 CPU (S7-300)
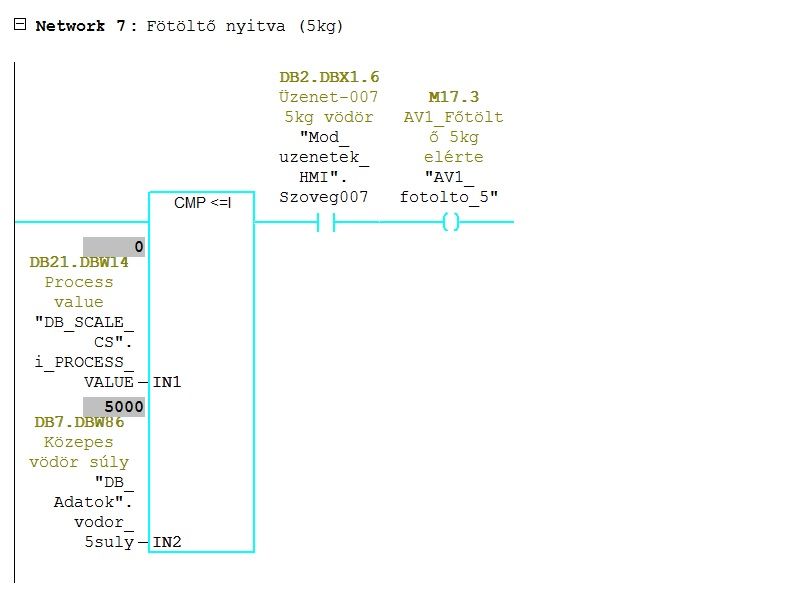
Nagyon röviden: Töltőgépről van szó, töltőszelepet a mérleg vezérli, ha eléri a kívánt súlyt a töltőszelep bezár.
A gond, hogy például 5000 grammnál, plusz 150 grammot mér még rá. Ha 4500 grammot állítok be akkor is 100-150g. Mindig van súly szorás, a gépet nem lehet pontosan beállítani.
A gépen található siemenses kijelző, gramm érték kiíratásánál látni, mintha nem tudná követni a mérleget.
A PLC programban viszont monitorozásnál én azt látom, hogy megfelelően veszi el a bitet.
Egyszerűen nem értem, honnan jön ekkora szorás. Ilyen lassú lenne a mérleg feldolgozója (Siwarex cs), ezt hol tudom megnézni? Valaki dolgozott már siwarex-el???
Minden ötletet szívesen várok, nem tudom már mi lehet a gond. Mechanikusan ellenőrizve van a gép, szelep megfelelően zár el, nincs késleltetés, fojtás benne.


-
molntomi
csendes tag
válasz
 byte-by
#6956
üzenetére
byte-by
#6956
üzenetére
Szia
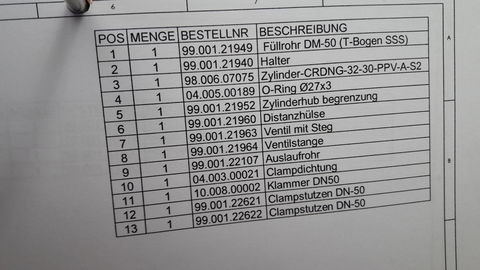
A töltőgép élelmiszeripari töltőgép (mustár, majonéz), nem darabos terméket töltünk vele.
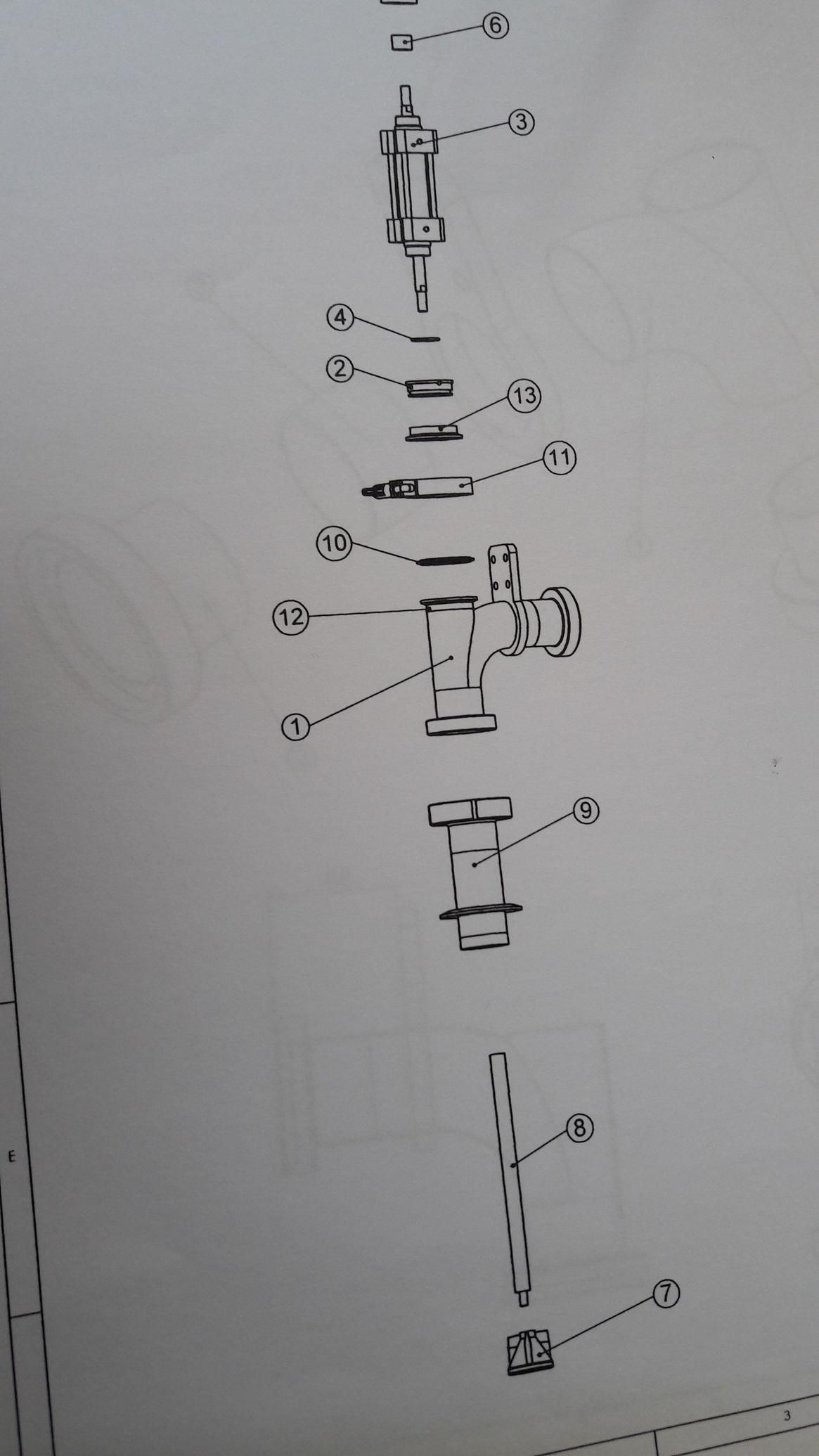
Alábbi képen látható a töltőtér:1. Mérleg cella
2. Főtöltő
3. Előtöltő
- Két töltőszáron tölt, van egy előtöltő, amely időre tölt, ennek a sebességét a kezelőfelületen állítja a kezelő, független a mérlegtől.
- A főtöltőszár alatt található a mérlegcella, itt történne a súlyra töltés.
- A két töltőszárat Festo Servo motorok mozgatják.
Hasonló gép nincs, a gyártó megszűnt, így szakmai támogatás sincs hozzá.
Nekem a gondom, amit leírtam már, hogy ha 5000 az elvárt érték miért dolgozik még rá, mérleg lenne rosszul kalibrálva?
A látottak alapján, mintha a feldolgozó egység nem tudná követni a töltést.
Töltés idejét ha változtatom, akkor se oldódik meg a probléma.- Mérlegcella: pw15ah/20 hbm
- Feldolgozó: Siwarex CS - 7MH4910-0AA01Töltőszárba még maradna annyi termék?? Nem hiszem
Töltőszár felépítése: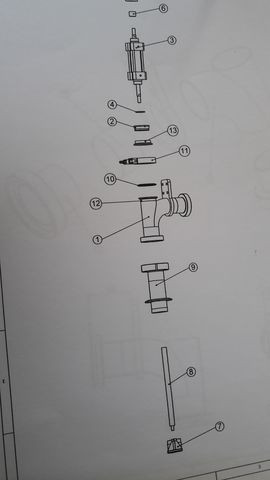











 , akkor marad az újraírás
, akkor marad az újraírás













Új hozzászólás Aktív témák
- Autós kamerák
- Politika
- Motoros topic
- Cipő topic
- PlayStation 5
- Mobil flották
- VR topik (Oculus Rift, stb.)
- AMD Navi Radeon™ RX 6xxx sorozat
- Ghost of Tsushima - A PC-s kiadás több mint 170 régióban elérhetetlen lesz
- Samsung Galaxy Watch (Tizen és Wear OS) ingyenes számlapok, kupon kódok
- További aktív témák...

- Használt Surface Go 2 4/64GB - repedt kijelző
- Magic Mouse fekete
- Apple Magic Keyboard harmadik generációs 11 hüvelykes iPad Próhoz és ötödik generációs iPad Airhez
- ASUS GeForce GTX 1060 OC 6GB GDDR5 192bit (ROG STRIX-GTX1060-O6G-GAMING) Videokártya
- iPhone 15 Pro / 0 perces / Blue Titanium / 128 GB / Kártyafüggetlen / Számla + Garancia
Állásajánlatok

Cég: Ozeki Kft.
Város: Debrecen

Cég: Promenade Publishing House Kft.
Város: Budapest