- 3D nyomtatás
- Visszatérne a PC-s kliensbizniszbe az NVIDIA
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Nvidia GPU-k jövője - amit tudni vélünk
- TCL LCD és LED TV-k
- Videós, mozgóképes topik
- iPad topik
- AMD GPU-k jövője - amit tudni vélünk
- LG C3: egy középkategóriás OLED tévé tesztje
- Memóriakártya topic
Hirdetés
-


Az ár/érték bajnok Galaxy A52-re is kész a One UI 6.1
ma A SamMobile összeszedte a friss felületre váltott Samsung mobilok listáját.
-


Az Amazon eurómilliárdokat hozna az olasz és az európai felhőbe
it A jelentések szerint Olaszországgal folytat megbeszéléseket az Amazon a több milliárd eurós befektetésről.
-


Fekete misztikum: DeepCool Mystique 360 vízhűtés
ph Fekete ventilátorokkal, visszafogott világítással, de LCD kijelzővel érkezik a gyártó új topmodellje.






Új hozzászólás Aktív témák
-

Szirty
őstag
válasz
 molntomi
#6939
üzenetére
molntomi
#6939
üzenetére
"értem én, hogy felül írja a rekordjaimat, de ez mit is takarna pontosan?"
Hát pontosan ezt.

De nézzük másképpen. Amikor először feltöltöd a projectet olyan állapot alakul ki. Tehát ami receptet utána írtál be a panelen az mind elvész.Pack and go egy olyan csomagot készít (egy EXE file) amit elindítva feltölti a projectet a HMI-re WccF nélkül.
Arra találták ki, hogy ne kelljen a project újratöltéséhez WinCC Flex-el telepített számítógép.
Olyankor elég az a csomag amit ilyenkor létrehoz. Persz a szükséges interfésszel (ami a HMI-vel való kapcsolathoz kell ilyenkor is szükséges.) -
Szirty
őstag
válasz
molntomi
#6961
üzenetére
Siwarex-nél (ahogy minden mérlegnél nyilván) tárázni is lehet és skálázni is lehet.
A tárázás a nullázás. Azzal lehet beállítani hogy a mérleg mekkora tömeggel mérjen 0 grammot.
Ezzel a mérés egy offsetet kap.A skálázás ezzel szemben két tömeggel történik. Mondjuk 0g tömeggel és ismert etalon tömeggel (vigyázat ez utóbbinak meg kell haladnia a mérőcella teljes méréstartományának x (nem tudom fejből mennyi) százalékát).
Az etalon tömeg ezen feltételeken kívül bármennyi lehet csak ismert és pontos értéknek kell lennie.Van hogy keverik a skálázást és nullázást, ami komoly és eleinte érthetetlen mérési hibákat okozhat.
A operátorpanel lassúsága ne zavarjon, általában (ha külön nem állították) az értékek kiolvasása és kijelzése 1mp-enként történik.
A mérleg pontossága könnyen ellenőrizhető egyébként etalon tömegekkel. Persze ezt támogatnia kell(ene) a PLC és P szoftvernek is, hogy ne csak töltés közben mutasson tömeget.
A hibát (szórást) mechanikai hiba is okozhatja. -
Szirty
őstag
válasz
molntomi
#6969
üzenetére
Szia!
Konkrétan ezzel még én sem, de hamarosan lesz egy project amiben 4 is van (X, Y, Z és egy független tengely).
Más szervókkal van tapasztalatom, ami itt vagy segít, vagy nem. leírom szerintem mi lehet.A following error ún. "követési hiba".
Ez azt jelenti, hogy a hajtás számított (belső pozíció generátora által előállított) pozíciója és a mért (valós) pozíciója egy (paraméterekben) meghatározott mértéknél jobban eltér egymástól.
Magyarán a tengely nem pontosan ott van ahol lennie kellene az adott időpillanatban.Az üzenet magyarázata ad is néhány tippet arra hogy ennek mi lehet az oka. Nem akarom mindet magyarázni, nyilván magad is érted a szöveget.
De a leggykoribb ok a nagy túlterhelés. Pl. túl rövid rámpa. A hajtás nem képes követni azt a sebességet, vagy gyorsulási mértéket a mozgatott tömeggel amit előírnak a paraméterek.
Ha a hiba már régóta működő gépnél jelentkezik amihez nem nyúltak akkor mechanikai szorulás is okozhatja. Sokszor a követési hiba hamarabb jön mint egy túláram vagy túlterhelés jelzés. Főleg ha a pozíció ablak szigorúra van beállítva (ami a követési hiba toleranciája). -
Szirty
őstag
Esetleg beállítasz saját TAG arhiválást is és azzal párhuzamosan futtatod a scriptet az egyedi CSV-t létrehozza.
Így az adat mindkét formában rendelkezésre áll...Vagy külső programot hívsz meg ami megjeleníti az adatokat.
Vagy böngésző ablakot nyitsz ha azzal meg tudod jeleníteni. -
Szirty
őstag
válasz
 soldi3r
#6988
üzenetére
soldi3r
#6988
üzenetére
Milyen PLC?
Mi a feladat (mit hajt a frekvenciaváltó, mit kell vele csinálni)?
Mit értesz digitális kapcsolat alatt? Standard digitális két állapotú I/O egyik eszközből a másikba, vagy terepi busz, esetleg valami RS232/RS422/RS485 egyedi komm? (nindhárom digitális kapcsolat). -
Szirty
őstag
C7-300 313C?
Nem S7-300 CPU313C?
Gondolom igen. A kérdés az hogy milyen operátorpanel menne mellé? Mert ugye a C7-623 azt is tartalmaz.
Főleg azzal lesz bajod. Sajnos a helyzet az, hogy ha nincs meg a HMI forrás project, akkor azt nem tudod átemelni másfajta panelre akkor sem ha van image mentés. Újra meg kell írni. -
Szirty
őstag
Vagy így:
.
L 2#10000000000000 //Időalap 1s-re
T #OUTTMP
L #IN
T #INTMP
// Ha #IN negatív vagy nagyobb 9990-nél, akkor 0 értékkel kilép
O(
L #IN
L 0
<I
)
O(
L #IN
L 9990
>I
)
JC END
//Ha #IN nagyobb 999-nél, akkor beállítja az időalapot 10s-re (egyébkélnt 1s marad)
//és elosztjuk 10-el bemenő adatot
L #IN
L 999
>I
JCN CNV
L 2#11000000000000 //Időalap 10s-re
T #OUTTMP
L #IN
L 10
/I
T #INTMP
// A bemenúő adatot BCD-be konvertáljuk
CNV: L #INTMP
ITB
L #OUTTMP
OW
T #OUTTMP
END: L #OUTTMP
T #OUT
SET
SAVEPersze az ilyen másodperc alapú konverziónál vigyázni kell, mert 16 perc 39 másodperc után (999 sec) már 10 másodperces az időalap. Tehát 1000, 1001, 1002, 1003, 1004, 1005, 1006, 1007, 1008 és 1009 is egyformán 16 perc 40 másodpercet fog adni, 1010 meg 16 perc 50 másodpercet egészen 1019-ig, és így tovább...
[ Szerkesztve ]
-
Szirty
őstag
válasz
molntomi
#7015
üzenetére
Szerintem a skálázással nem tudod megoldani.
Ha egyszerű lenne a megoldás, akkor valószínűleg a gépgyártó programozója megoldotta volna.Nem azért van két prop. szelep, mert az egyikkel növelni lehet a nyomást a tartályban a másikkal meg leengedni belőle?
Talán PID vezérlőben gondolkoznék én is...
-
#7053
Szirty
őstag
TotoThomas
#7043
Szirty
őstag
válasz
 TotoThomas
#7043
üzenetére
TotoThomas
#7043
üzenetére
"Ezeket a CPU-kat a TIA V13 és V14 sem ismeri."
Mindkettőt ismeri.

-
Szirty
őstag
válasz
 DP_Joci
#7059
üzenetére
DP_Joci
#7059
üzenetére
Ha a módszert kell kitalálni, akkor azt javaslom, hogy a tartályban maradjon néhány százalék levegő (gáz) az összenyomhatóság miatt.
A folyadékkal teljesen nyakig töltött tartályban a vég nyomást kalapácsütés-szerűen érné el a közeg, ami meglehetősen kezelhetetlen.rfs!
Nyomáspróbához rendszerint folyadékot használnak biztonsági okokból. Nem dobja szét a házat ha kireped...
Talán ez az oka a víznek. -
#7072
Szirty
őstag
Miertvansote
#7071
Szirty
őstag
válasz
 Miertvansote
#7071
üzenetére
Miertvansote
#7071
üzenetére
Tehát jön a random változó adat nevezzük "aktuális"-nak.
Szükség lesz egy átmeneti tárolóra, legyen a neve "átmeneti".
Továbbá kell egy tároló amiben megőrzöd a változás előtti állapotot. A neve legyen "előző".Az átmeneti tároló kezdetben 0 tartalmú.
Csinálsz egy összehasonlítást aktuális<>átmeneti.
Ha az eredmény igaz (vagyis a kettő különbözik) akkor előző=aktuális.
A feltételtől függetlenül ezután átmeneti=aktuális.Az előző így minden változás előtti állapotot megőriz a következő változásig.

-
Szirty
őstag
válasz
 Dezső_38
#7079
üzenetére
Dezső_38
#7079
üzenetére
Szia!
Minden kábelvégen az árnyékolást földre kell kötni.
Profibusznál nagyon fontos a helyes kábelezés.
Ez áll (nagyjából fontossági sorrendben):- A kábelvégek megfelelő lezárásából
- A kábelhossznak megfelelően választott adatsebességből
- "T" elágazásoktól mentes topológiából
- Megfelelő két eres árnyékolt csavart érpárt tartalmazó profibus-ra való kábelből
- Erősáramú kábelektől távol vezetett kábelnyomvonalból -
Szirty
őstag
válasz
 crucified
#7081
üzenetére
crucified
#7081
üzenetére
Aszimmetrikus (földhöz viszonyított) jeleknél lehet ez probléma a potenciálkülönbségek és ebből adódó kiegyenlítő áramok miatt.
Ha szabvány profibusz csatlakozókat használsz máshogy be sem tudod kötni. Árnyékolás minden csatlakozási ponton alapból megy a földpontra. Egyszerűen így van kialakítva a csatlakozó maga.
A jel egyébként galvanikusan leválasztott és szimmetrikus. -
Szirty
őstag
válasz
Dezső_38
#7089
üzenetére
"Itt testre köti, alatta a szekrényben ismét."
Ez gyakori megoldás.
"Egy másik eszköznél pedig nincsen nyoma a testre kötésnek."
A DP csatlakozó úgy van kialakítva hogy mindenképpen testre köti az árnyékolást.
Kivéve persze ha csutkára visszanyírták benne a harisnyát. De akkor mechanikai tehermentesítés sincsen, szóval az valószínűleg látszana."Egy másik eszköznél pedig nincsen nyoma a testre kötésnek."
A CPU is leáll (CPU STOP)?
Egyébként jellemzően magától újracsatlakozik ilyenkor az eszköz. De attól is függ hogy van megírva a PLC-ben a buszhibák kezelése. -
Szirty
őstag
válasz
crucified
#7099
üzenetére
Szervusz!
"Létezik egy DB171, akkor elvileg azt is le kell töltenem ha jól értem?"
Ha a PLC-be küldöd az FB blokkot a PC-ről (Download) és az FB használ DB-t, akkor a helyes működéshez azt is le kell töltened a PLC-re, Ez csak akkor kötelező, ha a PLC-ben nincs program vagy a PC-n úgy módosítottad az FB blokkot, hogy IN, OUT, IN/OUT vagy STAT változót adtál hozzá, vettél el vagy valamelyik típusát módosítottad. Ilyenkor ugyanis az instance DB-t újra kell generálni és át kell küldeni az FB-vel együtt.
Hogy melyik DB-t használja, azt az FB hívásánál lehet megnézni."A STEP7 nem töltötte fel az FB-hez tarozó változók neveit, gondolom a letöltés után sem okoz ez majd problémát?"
Amikor a PLC-ben lévő project nincs meg, és áttöltöd onnan PC-re (upload) akkor a szimbólum neveket nem kapod meg, illetve elvesznek. Azokra a PLC működéséhez nincs szükség, így nem tárolja őket. Ilyen esetekben a rendszer ad nekik nevet (IN*** OUT*** STAT*** stb).
Ez a program megértését nehezíti, de a működésére nincs hatással. -
Szirty
őstag
válasz
crucified
#7102
üzenetére
Szia!
Igen a save / save as menüparanccsal csak file-ba tudod menteni. Ha online módosítod a programot pl. úgy hpogy megnyitod az accessible nodes-t majd a CPU-t végül a blokkot, akkor csak download kell hogy a PLC-be kerüljön.
De a PLC-ben lévő blokkokat el tudod menteni file-ba úgy is ha az eredeti project nincs meg.
Erre jó a PLC / Upload station to PG menöparancs.Vagy létrehozol egy üres projectet, abba teszel egy CPUt (lehetőleg ugyanolyat mint amelyiket menteni akarod. Megnyitod az üres project blokk listáját, majd online a PLC blokk listáját.
A PLC online blokkokat tetszés szerint átmásolhatod az ürs projectbe copy/paste módszerrel: Online blokkot kijelölöd, CtrlC, átváltasz offline blokklistára és Vtrl-V.
De ilyenkor csak a kijelölt blokkok jönnek át értelemszerűen a HW konfig nem. Upload stationnal az is jön."Ahogy tudom a CF kártyán ott a komplett project, amit ha jól tudom az RCS Commander-el lehet elérni."
MC kártya van a régi CPU-kban (nem CF). Az újakban meg MMC.
Ha a CPU régi MC kártyás, akkor abban még háttértelep van. Azoknál van olyan lehetőség hogy a programot rámásolod a kártyára Simatic manager PLC / Copy RAM to ROM menüparanccsal.
A futó program mindig RAM-ban van. Ennek tartalmát őrzi kikapcsoláskor az elem. A Copy RAM to ROM parancs után a program másolata a kártyára kerül.
Ha az elem kimerül és elmegy a tápfesz, akkor a legközelebbi bekapcsoláskor a CPU a kártyáról a RAM-ba tölti a mentett programot és azt futtatja.
Ezzel kapcsolatban két fontos dolgot kell tudni:1.: Ha a copy RAM to ROM után a programot módosítják, az a RAM-ban lesz csak módosítva, a ROM-ban nem, ahhoz újra végre kell hajtani a copa RAM to ROM funkciót. Ha ez nem történik meg, akkor amíg a RAM őrzi a tartalmát addig a módosított program fog futni, ám amikor az elem kimerül, visszatölti a régit a ROM-ból és a módosítás előtti változat fog futni.
2.: A DB tartalmak a másoláskor aktuális értékekkel kerülnek a ROM-ba. Ezért ha a program nem is változik de a DB tartalmak igen, akkor visszatöltéskor a mentéskori állapot kerül vissza. Az a vezérelt berendezés működését súlyosan is érintheti a kialakított program és a DB tartalom változásától függően (elfelejti hol tartott, beállítások változnak meg, stb).
-
Szirty
őstag
Szia!
Előny ha rendelkezel valamilyen elektronikai, automatizálási, mechatronikai ismerettel.
Azt javaslom előbb ismerd meg a PLC feladatait, nézd meg milyen területen alkalmazzák őket.
Ismerd meg az S7 rendszer jellemzőit:
Hardver felépítés, a különböző CPU típusok és változatok, a használható perifériák, I/O egységek választéka, program kezelés, szervező és program blokkok, adatkezelés, adatblokkok, címzési módok és adatterületek, hibakezelés, digitális és analóg I/O-k kezelése, később terepi buszok alkalmazási területe, profibusz, profinet kezelés, buszos eszközök kezelése, távoli I/O-k, HMI-k és megjelenítő rendszerek, HMI-k kezelése stb.Ezután jöhet a fejlesztői környezettel való és utasításokkal való ismerkedés, példa/teszt programok írása, kipróbálása. Ez utóbbit bizonyos fokig PLC szimulátorral is meg lehet tenni.
Javasolt irodalom az általad is említett temérdeken kívül (így hirtelen összeguglizva):
S7 alapismeretek
S7-300 programozás
S7 adattípusok
S7 LAD utasítások
ProgramozásIlletve javaslom a saját web oldalam ahol igaz csak részinformációk vannak, de hasznos lehet. Mint pl.
analóg jelek kezelés, időzítők és időmérési módszerek, hibakezelő blokkok, S7 tipp gyűjtemény, stb.Persze lehet tanfolyamra is menni a Siemens-hez. Rendkívül alapos és hatékony de magánembernek túl drága...
Arra számíts hogy más világ mint a PC programozás magas szintű OOP nyelven. Eltérő gondolkodásmódot igényel. Azt pedig vagy szeretni fogod vagy pedig nagyon utálni.
Állj hozzá kíváncsian és nyíltan, hagyd hátra a már kialakult elvárásaid és megszokásaid.[ Szerkesztve ]
-
Szirty
őstag
Szia!
Erről nem nagyon tudok nyilatkozni.
Nyilván embere válogatja (és néha nem kis mértékben a körülmények) hogyan áll hozzá a dologhoz valaki.
Az hogy ha valakinek "nagy az arca" nem szimpatikus tulajdonság még akkor sem ha van mire.
Úgy gondolom kellő alázattal kell hozzáállni a világ dolgaihoz.Nem hiszem hogy egy PLC programot nem lehet jól megcsinálni. Viszont van az a helyzet amikor nem lehet jól és megbízható gépet csinálni aminek nem a program vagy a programozó az oka, hanem a nem megfelelő tervezés vagy a túlzott spórolás (a kelleténél kevesebb vagy rosszabb minőségű szenzor, vagy mindkettő).
Egy gép megbízhatóságát a hardver, a szoftver, valamint a megfelelő használat csak együtt tudja biztosítani. Nem elég ha csak az egyik jó!
Minden szakmában lehet barmolni. Még orvosként is. Ugyanakkor kertészkedni is lehet profi módon.PLC programozás terén ugyanúgy vannak kemény feladatok, meg akadnak könnyűek is.
-
-
#7130
Szirty
őstag
InFlames86
#7129
Szirty
őstag
válasz
 InFlames86
#7129
üzenetére
InFlames86
#7129
üzenetére
Szia!
Gyárilag újonnan Siemens-től 120e körül volt. Most már nem nagyon lehet kapni, PC adapter USB A2 van helyette.
Sajnos ipari cuccokat "maszekon" még újonnan bontatlan csomagolásban is kb az eredeti ár max feléért megy el.
De megnézed mások mennyiért adják és annak alapján belövöd az árát. -
#7132
Szirty
őstag
InFlames86
#7131
Szirty
őstag
válasz
InFlames86
#7131
üzenetére
Szia!
"Rég beszéltünk"
Mert nem tolod az IRC-t...
Egy A2-es nekem is jól jönne. Vettem e-bay-en egy kínai utánzatot, amit PC adapter USB A2 néven hirdettek.
Persze tudom én hogy ebben van némi kockázat, de nem volt drága, gondoltam próba-szerencse.
Meg is jött, ahogy kell. Teljesen úgy néz ki mint a Siemens: tokozás, csatlakozók, forma, színek, LED-ek, kábelek, stb. A belseje azonban teljesen újra van alkotva. Egy ATMEL próbálja utánozni az eredeti működését
Mint kiderült ezt több-kevesebb sikerrel teszi.Az első érdekesség ami szembe jött a próbálgatásoknál, hogy bár A2 néven hirdeti és az A2-nél is ezt is az USB port táplálja meg a PC felől, nem a 24V az MPI/DP felől (ami nagy előny tud lenni amúgy) de nem az A2 drivereit csomagolták mellé.
Mint kiderült az eszköz a régi PC Adapter USB eszközt szimulálja. A drivere sem saját, hanem az eredeti Siemens driverrel működik.
...már amikor működik.Kipróbáltam többféle környezetben, még S7-200-al is (PPI). A legtöbb esetben 300/400-asokkal működik (leginkább amikor MPI a kapcsolat és csak egy PLC van a buszon.
Amikor azonban profibusszal kerül szembe amin 10-20 eszköz is lóg még a PLC mellett, már gondok vannak. Nem veszi fel a kapcsolatot, nem látja a PLC-t és a drivert befagyasztja.
Maga az eszköz is képes befagyni. Normál MPI buszos működés közben elveszti a kapcsolatot és újraindításig nem is áll helyre.
Virtuális gépről nem tudom elérni, nem használható így (a gyári PC adapternek ezzel nincs gondja).Szóval nem mondom hogy teljesen használhatatlan, de közel sem tökéletes.
Ami azért nagy gond, mert ha el kell menni a egy ismeretlen géphez vele, nem tudhatom előre hogy hajlandó lesz-e kommunikálni a PLC-vel az ottani körülmények között vagy nem. Ami elég kellemetlen több órás utazás után... No mind1 ez van.[ Szerkesztve ]
-
Szirty
őstag
válasz
molntomi
#7133
üzenetére
Egészen biztos hogy rá tudod tölteni ugyanazt a projectet tölteni mindkettőre WinCCF-ből.
Hogy az egyikről lementett image backup (pl. Prosave) a másikra felmegy-e azt nem tudom, szerintem igen.Ha a verzió tér el, akkor a WinCCF project töltés előtt a verzió egyeztetés után figyelmeztet hogy OS update kell és megkérdezi hogy megcsinálja-e.
Ha igent nyomsz megcsinálja és átmegy a project, ha nem-et, akkor kilép.OS update elég hosszadalmas és ha közben megszakad (pl. "erase flash" közbel emegy a HMI tápja, akkor nem bootol be utána szóval abban van egy kis kockázat. Helyrehozható az is, de körülményes lehet a dolog).
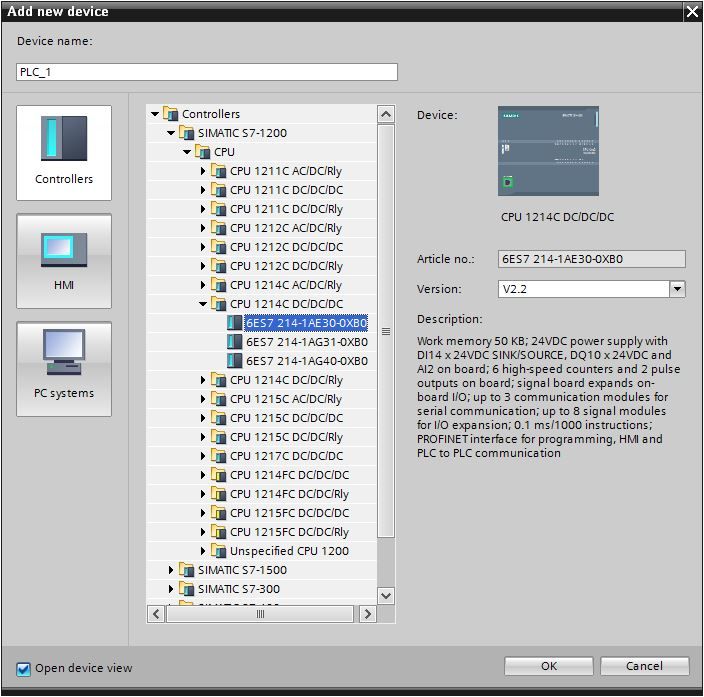
Ha az order number kibontását akarod tanulmányozni, akkor a MLFB numbering system nevű dokumentumot keresd (Machine-Readable Product Designation).
Regisztrációhoz kötött, de letölthető a Siemens-től. Bár szerintem sokat abból sem fogsz megtudni az utolsó számjegy jelentésével kapcsolatban.[ Szerkesztve ]
-
Szirty
őstag
válasz
 vtomcsire
#7136
üzenetére
vtomcsire
#7136
üzenetére
Szia!
Én óvatosabb lennék azzal a kijelentéssel hogy visszafele kompatibilisek egymással.
Eleve háromféle HMI szoftver van (ProTool, WinCC Felxible, TIA WinCC). Ennek megfelelően a HMI-knek meg van három csoportja ami az adott szoftverrel kezelhető. Ezek között vannak átfedések.
Van olyan HMI típus anelyik kétféle szoftverrel is kezelhető. Pl. KTP BASIC panelek WinCCF-el és TIA WinCC-vel is kezelhetők. De pl. a WinCCF és ProTool között ilyen átfedés nincs.
Ugyanakkor a ProTool panelek is két csoportba oszthatók, mert vannak Windows alapúak (77-es sorozat) és nem windows alapúak (7-es sorozat). Az utóbbiak további két csoportba oszthatók, mert vannak karakteres kijelzővel rendelkezők és grafikus kijelzővel rendelkezők, melyek közül az utóbbiak további két csoportra oszthatók, mert vannak színes és monokróm változatok.
Arról nem is beszélve, hogy az egész családban, amik grafikusak, vannak nyomógombos és érintőpaneles változatok, melyek közül az utóbbiak két csoportba oszthatók, mivel vannak olyan érintő paneles típusok, amin gombok is vannak!Na most a szoftver tud migrálni a korábbi változatról bizonyos feltételekkel. Pl. a ProTool project beolvasható WinCCF bizonyos változataival (2007, 2008SP1, stb). Bizonyos változataival azonban NEM (pl. WinccF 2008 SP2). Továbbo a WinCCF egyes SP verzió sem kompatibilisek egymással, bár bizonyos verziók beolvassák bizonyos korábbi verziókkal készült projectet, de nem bármelyiket.
De pl. TIA WinCC-vel esélytelen ProTool projectet beolvasni, mert arra nem képes.
Amúgy is furcsán nézne ki egy OP27-ről komfort panelre átrakott project.
Arról nem is beszélve hogy a nyomógombos HMI pérojectet hogyan tudnád használni egy touch panelen.
No meg ott van még a felbontás problémája, hiszen a grafikus panelek különböző felbontásúak. Nehezen tudnék elképzelni egy régi, színes 800x600-as panelről áttöltött projectet egy újabb 320x240 felbontású monokróm panelen.A fentiek miatt ha valaki azt állítja hogy ""a Siemens komponensek visszafelé kompatibilisek" akkor annak eddig könnyű élete volt...
-
Szirty
őstag
válasz
crucified
#7139
üzenetére
Nem biztos hogy adatgyűjtésre egy PLC a jó választás. Annak inkább vezérlési feladatok a testhez álló feladatok, adatgyűjtésre, kezelésre jobb talán egy mini PC, valamilyen SCADA vagy HMI rendszer, esetleg egyedi program.
Első körben azt érdemes megvizsgálni, hogy milyen módon építhető ki a kapcsolat az adatgyűjtő és a gépek vezérlői között. Beleértve a kábelezést, a protokolt, a kapcsolat fizikai módját (ethernet/UTP, RS485, stb).
-
Szirty
őstag
válasz
crucified
#7141
üzenetére
"A gépek egymástól kb. 20 méterre vannak, tehát elvileg bármely kábelezés és protokol megoldható."
Jó de igazából itt nem csak a távolság számít, hanem inkább az hogy a gépek vezérlése miféle adatkapcsolat megvalósítására képes, milyen port van rajtuk.
Heterogén-e a rendszer, vagy ahány gép annyiféle vezérlő ("legjobb" ha van közte kínai is) stb. Én ezeket mérném fel először. -
Szirty
őstag
Nem kell hozzá semmi extra programozó interfész vagy kábel.
Etherneten keresztül programozható, debugolható.
Csak egy közönséges UTP ethernet patch kábel kell aminek a két végén RJ45 van.
Összeállítod a HW konfigot TIA-ban, adsz neki szabad helyi IP címet ugyanabban az alhálózatban amiben a PC-d van, megkeresteted TIA-val, rátöltöd.
























Új hozzászólás Aktív témák
- 3D nyomtatás
- Dark Souls sorozat
- Telekom mobilszolgáltatások
- Külpolitika
- Vodafone otthoni szolgáltatások (TV, internet, telefon)
- Az ár/érték bajnok Galaxy A52-re is kész a One UI 6.1
- Windows 10
- eMAG/edigital vélemények - tapasztalatok
- Politika
- Visszatérne a PC-s kliensbizniszbe az NVIDIA
- További aktív témák...

- ÚJ, 30 HÓNAP GARANCIA - 2023 LG OLED 77" C3 4K HDR OLED77C31LA
- Eladó garanciális, kifogástalan állapotú PS 5
- HP ENVY x360 15-ew0005nl Convertible - ÚJ - 15,6" notebook - i7-1260P, 32GB, 1TB SSD, Win11
- HP ENVY x360 15-ew0005nl Convertible - ÚJ - 15,6" notebook - i7-1260P, 16GB, 1TB SSD, Win11
- FSP Hyper 80+ Pro 700W (9PA7008801) - eladó!
Állásajánlatok

Cég: Ozeki Kft.
Város: Debrecen

Cég: Promenade Publishing House Kft.
Város: Budapest