- Vezeték nélküli fülhallgatók
- AMD Ryzen 9 / 7 / 5 / 3 3***(X) "Zen 2" (AM4)
- Apple notebookok
- Mini-ITX
- NVIDIA GeForce RTX 3080 / 3090 / Ti (GA102)
- Fejhallgató erősítő és DAC topik
- TCL LCD és LED TV-k
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Milyen videókártyát?
- Furcsa processzorrészt kap a Lunar Lake
Hirdetés
-

Az Intel a legmodernebb chipgyártó géppel előzheti meg az egész szektort
it Az Intel lett az első cég, amely szolgálatba állította az ASML új High NA EUV litográfiás chipgyártó eszközeit, ezzel minden riválisát megelőzheti.
-


AMD Radeon undervolt/overclock
lo Minden egy hideg, téli estén kezdődött, mikor rájöttem, hogy már kicsit kevés az RTX2060...
-


QLC-s Team Group SSD jön a PCI Express 4.0-s halmaz belépőszintjére
ph A vállalat fél évtizedes jótállással kísért újdonságát tárhelymérettől függően 512, 1024, valamint 2048 TBW tartósságra hitelesítették.






Új hozzászólás Aktív témák
-

Szirty
őstag
Helló w3dzz!
Nos akkor használhatod a *DM indirekt címzési módot. Példa:
MOV(021) DM0 *DM1
Ez a DM0 tartalmát Arra a DM címre másolja, amelyik címe megegyezik a DM1 tartalmával. Ha tehát a DM1-ben 4 van, akkor a DM0-át a DM4-re másolja.
A DR nem tudom mi, az index regiszter (IR) meg valószínűleg felejtős CP1E-nél. -
Szirty
őstag
Helló w3dzz!
"Ennek így működnie kellene?"
Természetesen. Minden program csinál valamit (már ha a működés alatt ezt érted) amiben vannak utasítások és futtatja valami.
A probléma ott szokott lenni, hogy nem azt csinálja és nem úgy működik ahogy szeretnéd. A programodat pontosan közölted, de hogy mit vársz tőle azt alig. -

w3dzz
csendes tag
80.0 mindig inaktív így folyamatosan másolnám a DM0-t a abba a DM-be, amelyiknek a számát a DM1 tartalmazza. Amikor a 0.0 aktív 3hexát írna a DM0-ba, ezt szeretném majd átmásolni máshová. 0.01 ha aktív a Dm1-be 5, ha pedig 0.02 aktív a DM1-be 6 kerül. DM5 és DM6 összehasonlításával akartam megnézni, hogy működik e.
-

Szabest
tag
Sziasztok, ismét egy feladatba botlottam...

Adatot kellene cserélnem egy Siemens 400-as, és vagy 20-25db 3xx-as PLC között, mindezt etherneten. Olvastam Szirty (írását, azt követve kezdek el tapogatózni. Ott elakadt a dolog, hogy jelenleg offline próbálom meg beállítani
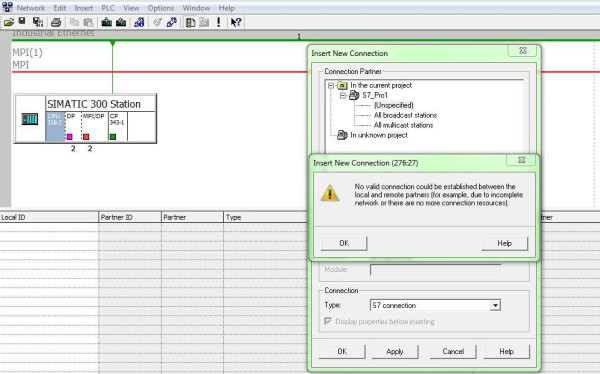
és mikor továbblépnék ezt irja... Mi lehet a baj?? :/ Várom a javaslatokat!
Köszönöm
-
Szirty
őstag
válasz
 Szabest
#3464
üzenetére
Szabest
#3464
üzenetére
Helló Szabest!
Az okéra nem jön ilyen ablak.
Nálad van a labda ezzel így én semmit nem tudok kezdeni.Nálad az információ és a harapófogó kézenfogva járnak :-)
Mindig az az érzésem, mint ha semmilyen erőfeszítést nem lennél hajlandó tenni a problémád megoldása érdekében. Ez nekem nagyon nem szimpatikus.
Sajnálom, ez van![ Szerkesztve ]
-
Szabest
tag
Szia, komolyan mondon hogy azt állítom be amit leírtál, a doksiban!
Annyi különbség ugye hogy nekem nem a CPU-n van az ETH aljzat, hanem egy CP343-as kártyán(6GK7 343-1EX10-0XE0, esetleg megpróbálnád Te is egy W config összerakás erejéig /ugyanezzel a CP karival /hogy nálad nem-e dob hibát?? ) ahogy ez látható is a beszúrt képen.
Lehet hogy ez a kártya nem képes így beszélgetni egy másik ilyen kártyával? Mert ahogy irtad hogy a PN/DP portra álva látnunnk kell alul a listát ahova fel lehetne venni a partnereket, na nekem ugye ha a CP kártyára állok csak egy szöveg jelenik meg hogy válasszak ki egy másik elemet stb... Átváltok a CPU -ra a (piros négyzettel jelölt részére) és akkor bejön al ista lenn, majd az ablak a duplakattintásra, vagy új elem hozzáadásra, majd a beszúrt kép/üzenet, mikor nyomnám az OK-t!Érdekes módon ha egy 343-1EX11, vagy 21es típusú kártyát állítok be neki, egyből engedi a további beállításokat :/ Ennyivel kevesebbet tudna ez a kártya?

-
-
Szabest
tag
Találok leírást hogy miként működik ez CP kártyánál? esetleg olyan felállásnál hogy működik, hogy kell beállítani, ahol van egy eth aljzatos CPU, és a többi akikhez csatlakoznék, azok meg CP kártyával rendelkeznek?
Leíom én amit csak kell, nem sajnálom rá az időt, csak megoldást szeretnék valóban

-
Szirty
őstag
válasz
Szabest
#3468
üzenetére
Helló Szabest!
Ebben sajnos nem tudok segíteni, ethernetes CP-vel nem volt dolgom még.
Van leírás biztosan, a Siemens technical forum-on érdemes szétnézni, onnan kiindulni.Egyszer már próbáltam utalni rá, kérdeztelek is, de nem válaszoltál! Jól nézd meg mit hogyan csinálsz, mert a sok kapcsolat miatt hamar kifuthatsz az erőforrásokból. A PLC nem tud végtelen sok kapcsolatot tartani egyszerre. Pl. ha azt akarod, hogy az egyik PLC kommunikáljon a többi 25-el, ebbe a korlátba biztosan belefutsz. Ilyenkor azt a megoldást kell választani, hogy felépíted és bontod a kapcsolatokat. Ez viszont nem tezs lehetővé túl gyors adatcserét stb, stb...
-
Szabest
tag
Szia, köszi a tippet, kapcsolatoke terén majd elválik mi lesz, hogy lesz, egyenlőre csak 2 állomás között próbálnám ki, úgymond "asztalon" a beszélgetést, ami sokból nem állna( a végső esetben sem) mert mindegyik plc amik összefutnak 1 helyre(úgymond Fővezérlőbe S7 400-as) elég volna 1 bájtnyi adatot áttolni, meg vissza kb.
1-1 nyomógomb megnyomását kellene összegyűjtenem ilyen módon, mint a biztonsági őröknél ami van csekkoló, hoyg járják be a terepet, itt is ez volna a cél. Csak ugye akkro a terület, hogy több km-et kell gyalogolniuk mire bejárják a terepet és a legegyszerűbb ez volna hogy a 400-as cpu-ba megirom azt a logikát hogy milyen sorrendbe, milyen időközökkel(így kényszerítem hogy ha már nem TPM-eznek, akkor legalább körbejárjanak
 ) nyomhatják meg a gombokat.
) nyomhatják meg a gombokat.Jelenleg ebben az élő rendszerben megvana kapcsolat a 400-as és a többi 300-as+CP kártya között, mert nézegettema HW konfigokat, meg megy is a beszélgetés, tehát a kapcsolatok számával nem lenne baj(szerintem), mert működő rendszerrbe aplikálnám bele. Csak mielőtt belenyúlnék élesben, asztalon kipróbálnám , hogy miként is megy a dolog. Ha végképp nem akar menni, ETH-n kívül, DP/DP coupleren keresztül kell végigadogatnom az adatokat
mert az is van, mint "redundancia"...csak az aztán halál volna :/Amúgy szerinted ha már eljutok odaáig, hogy az elsőnek felvetett kérdésemnél leokézom, és tovább enged, azaz betudok állíani 1-1 akcite, és no active kapcsolatot lenn a listába a CPU alá, akkor működhet a leírásod alapján a dolog? Azokkal a blokkokkal?
-

redon13
csendes tag
Udv a csapatnak!
Egy Omron CPM2A 30 reles 24VDC cpu-rol lenne szo. Nemregiben vettem hasznaltan es szeretnem letesztelni az I/O portokat. Sajnos meg nem erkezett meg a program kabel szoval a kerdesem az lenne van -e lehetoseg ellenorizni oket direkt feszultseggel?
Valamilyen program van a memoriaban mivel amikor feszultseg ala helyeztem run modba kapcsolt es par masoperc mulva a 3 es 4 output On-ra valtott.
Lehet torolni a program memoriat anelkul, hogy notebookra csatlakoztatom? -

byte-by
tag
válasz
 redon13
#3472
üzenetére
redon13
#3472
üzenetére
halo redon13 !
ez compact plc , relés, szóval a kimenet "com" kapcsaira kötött +/- ~24vdc-t zárja/ nyitja a kimenetek felé működés közben.
a bemeneteket le tudod ellenőrizni, a bemenetre kapcsolt 24vdc-t, (pontosabban magas szintet) a felvillanó led általában korrekten mutatja, hogy "ott" van.
a kimenet más tészta, igy nem tudod lepróbálgatni őket, és a program memória azt hiszem nem fog törlődni. az akkumulátor a DM, a HR és az AR területet valamint a számlálók PV tartalmát védi.a programozó kábelt nem nagyon értem, mert omronos rs232c-vel kommunikál.
csinálhatsz is magadnak egyet, plusz veszel egy soros-usb átalakítót és már programozhatsz is.ezen az oldalon van a kapcsolási rajz, én is innen néztem le:
http://www.lammertbies.nl/comm/cable/plc-omron.html
megjegyzem ezen az oldalon az usb-soros átalakítóval kapcsolatban nem kevés eszmefuttatás lett prezentálva.(jómagam által is )
de az omron szerencsére elég türelmes és szinte mindenféle átalakítóval elmegy , de az ATEN-nel biztosan.byte-by
[ Szerkesztve ]
-
redon13
csendes tag
válasz
 byte-by
#3474
üzenetére
byte-by
#3474
üzenetére
Koszonom! Sikeresen teszteltem az inputokat. Igen, volt egy sanda gyanum, hogy az outputok tesztje nem fog igy menni.
Olvastam az eszmecseret az atalakitokrol itt az oldalon. Program kabel alatt magam is RS232 USB atalakitora gondoltam. Mar rendeltem egy Omron atalakitot ugyhogy inkabb megvarom de azert koszonom az infot. -
-
redon13
csendes tag
Hi Szirty,
Mar hallottam rola de azt hiszem ez meghaladma jelenlegi tudasomat megha tudnek szerezni is egyet. Egyebkent hasznal meg valaki ilyet programozasra vagy barmi egyebre, pl hiba keresesre? Idejet multnak tunik. habar most pont jol jonne!
Jaa igen, elnezest az ekezet nelkuli szovegert de jelenleg nincs arra alkamas keszulekem. -
Szirty
őstag
válasz
redon13
#3477
üzenetére
Helló redon13!
Gondoltam hogy nincs ilyened, én csak válaszoltam a kérdésere, ami kb. úgy szólt, hogy lehet-e laptop (számítógép) nélkül törölni a programot és kimeneteket próbálni. :-)
Régi cucc igen. Az Omronra jellemző volt ez a programozó konzolos megoldás a kezdetektől fogva.
Nagyon sok előnnyel jár ha valaki megtanulja használni. Nálunk is volt ilyen (nem is egy) a gyárban.
Nagyon gyorsan lehet vele hibát keresni, timer értékeket átírni, belső változókat, állapotokat átállítani vagy megnézni, és kisebb programmódosításokat végezni. És hordozható is.
Nem kell laptop, nem kell megvárni amíg a windows bootol, program elindul stb.Ma már csökkent a jelentősége. Most hogy a PLC-k nem ritkán hálózatban vannak és így akár az irodából is lehet hibát keresni illetve hogy sok PLC-n kijelző (HMI) gyanánt PC is van, azzal elvégezhető ez a feladat és szintén kéznél van.
-

levelko
csendes tag
Üdv!
Egy S7-300 CPU monitorozása közben szeretném látni a szimbólum neveket, de ezt ugye a PLC nem tartalmazza. Ha a PG-n meg van a forrás program a szimbólum nevekkel, akkor hozzá tudom rendelni valahogyan hogy látható legyen on-line-ban? OMRON-nál ezt meg lehet tenni, STEP7-nél is?
Üdv L.
levelko
-

rsf
senior tag
válasz
 levelko
#3481
üzenetére
levelko
#3481
üzenetére
Most te a VAT táblára gondolsz?
Ott be lehet kapcsolni, hogy miket láss alap esetben és a szimbólum név tényleg nem látható, de ha jól emlékszem akkor jobb gomb és kiválaszthatot, hogy az is ott legyen.
Üdv.“Az a baj a világgal, hogy a buták mindenben holtbiztosak, az okosak meg tele vannak kételyekkel.“
-
Szirty
őstag
válasz
levelko
#3481
üzenetére
Helló levelko!
Én sem értem teljesen mi is a kérdés.
Ha megvan a forrásprogram szimbólum nevekkel és kommentekkel, akkor az látszik akár monitorozol (online nézed) akár nem. Feltéve hogy bekapcsoltad a megjelenítésüket.
Ha nincs forrás és a PLC-ből töltötted át a programot, vagy közvetlenül online nézed, akkor nem lesznek szimbólum nevek, mert honnan lennének?Ha az a gond, hogy van egy forrás, de az nem egyezik a PLC-ben lévővel, vagy két külön nem egyező projected van amelyikből az egyik tartalmaz szimbólumokat, de nem aktuális, a másik nem tartalmaz de aktuális, akkor több lehetőséged van arra, hogy legyen egy szimbólumokat tartalmazó aktuális programod, de inkább te írd le mire vagy kíváncsi mint hogy én soroljam fel teljesen fölöslegesen az összes lehetőséget amire aztán azt írod hogy nem arra gondoltál :-)
-
levelko
csendes tag
Hello!
Bocs, hogy nem voltam egyértelmű, de arra gondoltam, hogy van egy elmentett forrás project, amely tartalmazza a szimbólum neveket, de a PLC-ben lévő program nem mindenben egyezik meg ezzel.
Omronnál azt meg tudom tenni, hogy a PLC-vel ONLINE kapcsolatban vagyok és egy elmentett projectből betöltöm a szimbólum információkat. (mivel a CQM1H és a CPM2A cpu-k nem tárolják ezeket.)Ilyesmire gondoltam:
(/IMG)[/L]](//cdn.rios.hu/dl/upc/2013-07/30/311683_u2sf9sqwonrwzkkx_dc28.thumb.jpg/600 "[L:/dl/upc/2013-07/30/311683_flebmfhb8bsjquui_dc28_2_3.jpg](IMG:/dl/upc/2013-07/30/311683_flebmfhb8bsjquui_dc28_2_3.thumb.jpg)(/IMG)[/L]")
Szóval kényelmesebb, mint 500 oldalas doksit lapozgatni hibakeresés közben.
levelko
-
Szirty
őstag
válasz
levelko
#3484
üzenetére
Helló levelko!
Itt is megteheted. Megnyitod a symbol editort és exportálod a szimbólumokat. Aztán a másik projectben is megnyitod és importálod őket.
Vagy mindkettőt egyszerre megnyitod és copy-paste módszerrel átmásolod mindet.Ez azonban a DB blokkokban lévő szimbólumokat és a program blokkokban lévő lokális változóneveket nem támasztja fel, mert azok nem a szimbólum táblában vannak!
De az I/O-k, merkerek, és blokk nevek meglesznek. -
byte-by
tag
válasz
levelko
#3484
üzenetére
halo levelko !
copy-paste-vel át lehet másolni a forrásprogram szimbólumait a frissített programba.
ez persze akkor javasolt erősen, ha a forrásprogram és a frissített program ugyanazé a gépé vagy eszközé, mert akkor a ki és bemenetek , valamint a belső változók valószínűleg nem igazán változtak.
jó esetben a változás plusz módosításból , hozzáírásból, bővítésből, (akár törlésből) ered.gondolom amikor comparáltad a forrás progtramot a futóval,a DB-ket nem jelölted ki, mert azok folyamatosan változhatnak és eltérést mutat az eredmény.
de ha nem sok az eltérés külön ablakot nyitva vizuálisan is átnézheted , a különbőzőnek jelzett blokkokat, vagy network-öket,így az esetleges változásokat észlelheted, láthatod.
mikor azt mondod, hogy OMRON-nál behívod a forrás program szimbólumait , akkor gyakorlatilag ugyanazt teszed, hogy "bemásolod " a frissen letöltött programba a szimbólumokat.
pontosan ugyanaz a probléma is, hogy ha nem ugyanannakannak a gépnek vagy eszköznek a programja, akkor teljesen hasznavehetetlen lesz a szimbólumlista.OMRON-nál is kell komparálni, és eltérések esetén alaposan át kell gondolni, illetve ha lehetséges leellenőrizni.(hoppá...Szirty megelőzött....
byte-by
[ Szerkesztve ]
-
-

Ghummmy
csendes tag
Kedves hölgyeim és uraim!
Mint új "tag" üdvözölnék mindenkit. Jelenleg viszonylag alap szintű a tudásom a PLC-k illetve a PLC programozás terén. Lényegében a szakdolgozatomban foglalkoztam ilyesmivel. Ezt szeretném kicsit fejlesztgetni.
Ahogy elnézem van mit bepótolnom olvasás terén. Pár nap alatt ezt meg is teszem, hogy lehetőleg ne kérdezzek nagy marhaságokat.
Mivel a munkahelyemen esetlegesen volna alkalmam gyakorolni kicsit némi fejlesztés kapcsán, így érdekessé vált ez az irányzat a számomra. -
Ghummmy
csendes tag
válasz
 Ghummmy
#3488
üzenetére
Ghummmy
#3488
üzenetére
Úgy látom nem lesz egyszerű a végigolvasás. Túl későn találtam meg ezt a fórumot.
Aminek viszont örülök az az, hogy az első 100 hozzászólás alapján is egyértelművé vált az, hogy itt vannak bőven olyan emberek akik magasan az én szintem fölött vannak, és lesz esélyem tanulni. -
Szirty
őstag
válasz
Ghummmy
#3489
üzenetére
Helló Ghummmy!
Üdv a klubban! :-)
Kérdezz nyugodtan ha van kérdés. Nem baj ha hülyeségnek gondolod. Ha okosan teszed fel a kérdést, arra szívesen válaszolnak!Az automatizálás és a PLC téma eléggé szerteágazó a sok gyártó, a sokféle feladat és megvalósítás miatt.
Ezért kénytelen mindenki specializálódni valamilyen mértékben. Emiatt ha valaki nagyon jól ismeri az AB vezérlőket, nem biztos hogy tud segíteni pl. Siemens vezérlőkkel kapcsolatban és viszont.
De hát arra jó a fórum, hogy ha akad valaki aki tudja a választ akkor az megírja. -
Ghummmy
csendes tag
Így akármelyik irányban kell elindulnom a további utamon, biztosan lesz aki tud segíteni. Jelenlegi ismereteim az Omron PLC-k és azok programozása. Természetesen nem túl magas szinten.
Talán annyit lehetne mondani rám, hogy Ígéretes Kezdő. Leginkább azért mert érdekel ez az irányzat (mármint a plc programozás).Az első kérdésem rögtön meg is tenném egy kis körítéssel az érthetőség kedvéért.
Mi a véleményetek arról, hogy úgy szeretnék megoldani egy olyan feladatot ami azt foglalja magában, hogy a melóhelyemen lévő gépeket egy rendszerbe kötném azzal a céllal, hogy egyrészt (1) a karbantartás menetét egyszerűsítsem (ez volt a szakdolgozatom témája is). Valamint a vezérkar szeretné ehhez hozzácsatolni azt, hogy (2) ők a saját PC-ről láthassák, hogy mikor melyik gép miért áll esetleg.
1-ez részben megtervezve, a bíráló és a záróvizsga vizsgáztatói szerint frankó és kivitelezhető.
Lényegében 1 PLC kap x számú gépről referencia jelet. Ez alapján a plc figyeli az üzemórát és a karbantartók számára egy terminálra továbbítja, hogy éppen milyen aktuális karbantartási feladat jelentkezett. (ez nagyon tömören ennyi)
2-A vezér szeretné ha tudná, hogy melyik gép mikor megy vagy nem megy és miért. Erre én ráfejelnék annyit, hogy ugyanígy akkor egy pc-n vagy terminál-on a karbantartók is lássák azt, hogy éppen mit csinálnak a gépek (üzemel, nem üzemel, hiba miatt nem üzemel, milyen hiba miatt).
A gépek nagy része 10-30 év közötti. Minimálisan automatizáltak. Viszont minden gépben van hőkioldó (1 vagy több a gép bonyolultságától függően). Ezek segítségével véleményem szerint (mármint ezekre csatolt segéd érintkezőkkel), oldanám meg a PLC-re juttatandó jeleket. Lényegében lenne egy főjel ami a gép indításakor indul, valamint az egyes hőkioldók szakításakor mellék jeleket biztosítanának a PLC felé.
Itt találkoztam olyan problémával, hogy már használatban van a segédérintkező fázis figyelésre. Így ott már nem tudom a 24V-ot használni. Mivel én mechanikai irányzaton kezdtem a tanulást annak idején, ezért én ezeket az elektromos dolgokat nem nagyon vágom. Nézegettem, hogy esetleg dupla segéd érintkező van-e, de nem nagyon találtam. Olyan hőkioldót láttam a gépeinkben amin kétoldalt is van ilyen segédé., egy szakító, és egy záró résszel. Viszont aminél a probléma fellépett, ott ez pont nem oldható meg. Esetleges megoldás lehet egy relé beiktatása, vagy a hőkioldó cseréje 2 segédé-sre?Szeretném kikérni a véleményeteket erről, valamint arról, hogy esetleg más egyszerűbb megoldással ugyanezt meg tudnám-e oldani.
A gépek száma 60-70 körül van, valamint én szeretném a légfüggönyöket, elszívókat illetve a batériák ventilátorait is a rendszerbe venni. Ez viszont más 150 körüli létszám lenne. Ezzel a PLC-re simán 200 fölötti bemenet lesz. Esetleg az megoldható, hogy több jel érkezzen 1 bemenetre különböző jelszintekkel? PL 23,5V-24,5V között 10 elkülönülő jelszint? (ez lehet hülyeség)
Az még messze sincs meghatározva, hogy milyen PLC típus lenne (sajna az ár nagyon döntő lesz)
Előre is köszönöm a hozzászólásokat! -
Szirty
őstag
válasz
Ghummmy
#3491
üzenetére
Helló Ghummmy!
Huh! Hát erre nem nagyon tudok egyszerű és rövid választ adni. Olyat se nagyon ami teljesen pozitív.
Azt gondolom, hogy az egész ötlet amit leírtál komoly szakmai feladat annak aki most ismerkedik a PLC-vel. Szerintem kisebb lépésekkel kellene közelíteni.
A másik (sokkal nagyobb) gond, hogy az ilyen megoldások (még ha mégoly ígéretesek is) a gyakorlatban születésük előtt halálra vannak ítélve!Sajnos azt kell mondjam, hogy a cég felsővezetését nem fogja érdekelni hogy melyik hőkioldó oldott ki vagy melyik kismegszakító kapcsolódott le ami a gép leállását okozta. Őket a gazdasági szempontok érdeklik, a profit, a termelékenység, stb. és nem a műszaki problémák.
A karbantartó meg odamegy, kinyitja a vezérlő szekrényt és látja melyik motorvédő kapcsolt le, nem biztos hogy ki kell írni neki a képernyőre. Ez az én tapasztalatom, de nyilván a szempontok és a gépek is igen sokfélék.
Nálunk is üzemel sok gép. Ezek nem régi fejlesztésűek, így mindegyiket PLC vezérli, amiken van ethernet is, és csatlakoznak egy központi hálózathoz. A cégen belül bármelyik hálózathoz hozzáférő számítógép elméletileg képes bármelyik PLC-ből bármilyen adatot kinyerni ami annak működése során jön létre. Ez gépenként is gigantikus mennyiségű adat, ami a másodperc tört része alatt a gépek működése során folyamatosan változik. Ráadásul sok gép van (gépenként több ezer I/O pontról van szó).
Mi érdekli ebből az elképesztően sok információból a cégvezetést? Hát az hogy mennyi a műszakonkénti állás idő, üzem idő és a késztermék darabszám. :-)
Ha az kevés, akkor jön a kérdés hogy mért? De azt a PLC nem fogja nekik megmondani :-) -
Ghummmy
csendes tag
Helló Szirty!
Köszönöm a gyors reagálást.
A kihívásokat szeretem általában (főleg műszaki téren), ezért nem ijedek meg a mély víztől, max nem sikerül.
A program azon része megvan a plc-re ami az üzemórát figyeli és jelzéseket küld a terminálra, valamint a terminálon is készen van a kezelő felület. Tesztelve is lett félig élesben (itt a gépeket kapcsolókkal helyettesítettem).Elképzeléseim szerint nem lehet olyan sokkal nehezebb a hőkioldókról származó jelekhez való program megalkotása sem, bár még ebbe nem másztam bele.
Abban viszont biztos vagyok, hogy részben halott dologról van szó, ugyanis a vezetőségünknél is él a "minden csoda 3 napig tart". Viszont az egyik tulaj kérte azt, hogy ő szeretné látni, hogy mikor miért állnak a gépek. (szerintem ez a része a tök fölösleg kategória, de ha ő ezt szeretné akkor én szívesen fejlesztem a tudásomat ezzel a feladattal, főleg ha esetleg ezzel kicsit sikerül elérnem nála azt, hogy alkuképes legyek fizetésemelés terén.
A feladat végrehajtása mellett több indokot is fel tudnék hozni, természetesen nem mind a cégnek a haszna, de hosszútávon akár az is lehet:
1- Sajna jelenleg a vezetőség nagyon pénz központú, de átgondolatlanul. Értem itt azt, hogy a cég egy durván 600 főt közvetlenül foglalkoztató élelmiszer ipari gyár + a külsősök. Ennek ellenére a gépeink 150%-on mennek, megállás csak akkor ha már a tönkrement alkatrész végképp megállította a gépet. Amíg eldöcög vele addig nem nagyon nyúlhatunk hozzá, mert nincs tartalék alkatrész. ha tönkrement akkor tákolás, és esetleg új rendelése. Ezt szeretném felszámolni a tényleges TMK bevezetésével, amit esetlegesen elősegítene az, hogy látják, hogy mit kell cserélni és mikor (erre papíros módszerrel nemrég rá is szálltak. tervezzünk 1 évre előre, hogy mikor mit kell csinálni, és mennyibe fog kerülni, de jelenleg a hibaelhárítás megy. Ez a kettő üti egymást) És ha hosszútávon el tudom érni a szemléletváltást a vezetőségnél (nagyon nehéz lesz), akkor az nekem is egy öröm (meg talán egy jól fizető állás idővel).
2-Nem mindig derül ki az, hogy pl egy batériában kiment az egyik ventilátor. Ezt úgy szokták észrevenni, hogy a meó nézi a hőmérsékleteket. ha már napok óta nem jó akkor szólnak a gépháznak, hogy gond van. Ha kedvük van akkor megnézik, ha nincs akkor direktbe nyomják és a kevesebb ventilátorral állandóan megy a hűtés. Aztán kiesik még egy venti. és akkor már muszáj lesz megnézni, hogy mi a baj. Erre lenne jó a teljes feladat, mert ebben megoldhatóvá tudnám tenni, hogy az ilyen "gépek" is figyelve legyenek és a műhelyben azonnal látszik, hogy hol szállt el egy ventilátor, és lehet cserélni. nem kell megvárni míg még egy tönkremegy a túlterhelés miatt.
3- a legegyszerűbb indok, a saját tudásom fejlesztése
4- ez sem bonyolult. karbantartóból magasabb szintre lépés, vagy karbantartóként magasabb fizetés elérése
5-pl egy csomagológép leállhat olyan egyszerű hiba miatt, hogy elfogyott a fólia vagy a nyomtató szalag, amihez csak pl a nyomtató szalagot kell vinni és nem kell a szerszámos láda. Így cipekedést, meg fölösleges sétákat mellőzhetnénk (a kedves kolleginák a gép mellől általában azzal jönnek, hogy megállt a gép. Pedig kiírja, hogy milyen hibával és akkor nekünk felkészülten lehetne kimenni, de így mindig van egy + utunk, mert meg kell nézni, hogy mivel van gond. Igaz, hogy még csak 30+-os vagyok, de azért nem lottón nyertem a lábamat, hogy akár napi tizen kilómétereket talpaljak az üzemben naponta, mert lusták elolvasni, hogy mit ír ki a gép.)Na így hirtelen ennyi ami mellette szól.
Bocs az újabb hosszú szösszenetért.) -
Szirty
őstag
válasz
Ghummmy
#3493
üzenetére
Helló Ghummmy!
"Viszont az egyik tulaj kérte azt, hogy ő szeretné látni, hogy mikor miért állnak a gépek."
Alapvetően az szokta okozni a problémát a felsővezetés és a termelés közötti kommunikációban, hogy haloványlila dunsztjuk sincs arról hogyan működnek a gépek. Ez persze nem baj, mert nekik nem kell ehhez érteni. A baj akkor van, amikor beleavatkoznak vagy épp "kívánság műsor" alakul ki.
Olyan műszaki megoldásokat találnak ki, hogy sokszor a problémát sem tudom elképzelni amire szerintük az a megoldás. Azt sem tudják mit kérnek, de pozíciójukból fakadóan végigviszik ha akarják. Ebből meg az lesz, hogy amikor elkészül amit kértek, akkor: "én nem erre gondoltam" :-)"Ennek ellenére a gépeink 150%-on mennek, megállás csak akkor ha már a tönkrement alkatrész végképp megállította a gépet. Amíg eldöcög vele addig nem nagyon nyúlhatunk hozzá, mert nincs tartalék alkatrész. ha tönkrement akkor tákolás, és esetleg új rendelése."
Ismét: Üdv a klubban! :-) Mindenhol ez megy. De van ahol már a 160%-ot döngetik. Ráadásul milliókat költünk néhány ezer Ft megspórolására.
Nem állunk meg csak mert egy csapágy nagyon zörög! Nem cseréljük ki, az 10 per állásidő lenne!
Hajtjuk tovább aztán másnap beáll mint a gerely, már nem kell megállítani, magától áll meg. De most már nem 10 percig, mert a csapágy elvesztette a golyókat, a tengely átmérője a felére kopott és szétgyakta a csapágyházat is. De új tengely nincs, esztergálni kell, ám az esztergályos szabadságon van. Csapágyház sincs venni kell, de hát szombaton éjjel az annyira nem egyszerű ugye... Így a sor áll 10 perc helyett 6 órát."...szólnak a gépháznak, hogy gond van. Ha kedvük van akkor megnézik"
"Erre lenne jó a teljes feladat, mert ebben megoldhatóvá tudnám tenni, hogy az ilyen "gépek" is figyelve legyenek és a műhelyben azonnal látszik, hogy hol szállt el egy ventilátor,"
...és ha kedvük van, akkor megnézik... :-))
Erről beszéltem. Emberi tényező. Teljesen mindegy milyen módon jut el az emberhez egy információ, ha leszarja :-)"5-pl egy csomagológép leállhat olyan egyszerű hiba miatt, hogy elfogyott a fólia vagy a nyomtató szalag, amihez csak pl a nyomtató szalagot kell vinni"
Ezen csak részben lehet így segíteni. Mindig lesz olyan hiba illetve leállási ok, amit a rendszer nem fed le.
Az hogy a gépkezelő nem olvassa el az üzenetet amit a gép kiír ezért bevezeted a műhelybe, kézenfekvőnek tűnik. De ott majd a karbantartó nem olvassa el. Hidd el ez így működik. Ez ellen lehet és kell is harcolni, de nagyon-nagyon nehéz. Egyszerűen nem győzhetsz :-)Természetesen tégy ahogy jónak látod, mi szakmailag támogatni fogunk ha tudunk. Amit leírtam neked kell megtapasztalnod... hiszen messziről jött ember (itt most én) azt mond, amit akar :-)
-
byte-by
tag
válasz
Ghummmy
#3493
üzenetére
halo Ghummmy !
én a saját céges tapasztalatomat tudom megosztani.
azért azt gondolom, ha a "vezetés" nem szakma beli, akkor mindenképp érdemes kezdeményezni.
komoly probléma, ha a "vezetők " szíve vágyát észnélkül, átgondolatlanúl, "csakazértis" meg akarjuk valósítani.
Természetesen mindenre van megoldás, de az legyen ésszerű, átgondolt, logikus, hatékony,(neadj Isten)takarékos, stb.
persze a vezetők mindíg jobban tudják, de határozottan meg kell próbálni kivitelezhető és hatékony, stb. módszer felé terelgetni a képzeletüket, amennyire csak lehetséges!( sikerülhet is..)nálunk gépsoronként egy kis kompakt plc van, amivel mindössze 2 bemenetet és 2 kimenetet használunk.
ezt a soronként 2 gépnél tesszük.Tehát 4 be és 4 kimenet.
figyeljük, hogy a gép be van-e kapcsolva , illetve hogy effektíven termel-e.a kimenet a gép tiltását eredményezi, adott esetben.
a gyártó és a csomagoló gépet figyeljük soronként, a többi gép ugyis függ ezektől.
a kis plc-khez tartozik egy kis nyomógombos panel(HMI jellegű).
ez a panel van hálózatba kötve, gépsoronként egy darab.
egy izmos pc-hez csatlakoznak, ami a megfelelő programmal regisztrál mindent:gép bekapcsolása, termelés ideje, kezdete-vége, állásidők(fajtái), felhasznált anyagok,üzemórák, stb.a kulcs: a gép csak akkor indítható ha a kezelő (vagy technikus) beüt egy kódot a hmi-be.ez lehet:termelés, beállítás, javítás, átállás, anyagfogyás,lefogyás,hiba,stb.tehát a panel és a beütött kódok tartalmazzák a regisztrálandó információt, és nem IO-k százai.a paneleket a gép bekapcsolása indítja, illetve gyakorlatilag onnan kap tápot.(a plc máshonnan, így azt is tudjuk mikor nincs bekapcsolva a gép)
pl. a gép megáll, elkezdi számolni az állásidőt, ha újra szeretnék indítani, a felajánlott kódok közül kiválasztják pl. a "beállítás" kódot, és a rendszer tudja, hogy az XY gép 18 percet állt beállítás miatt.előny: minden kis plc-n ugyanaz a program fut, illetve minden panelen is ugyanaz a program.valamint nem elhanyagolható előny, hogy meg fogják kérdezni, hogy ezen és ezen a gépen a pl. beállítás miért tartott ennyi és ennyi ideig, ezért a géppel foglalkozni kell.
hátrány: kell valaki aki beüti a kódot, ezért ez kissé szubjektívnek tűnhet.bár automatizált gépekről van szó, tehát nem kell sűrűn gombokat nyomogatni.
a rendszerrel a "vezetés" szinte minden gépsor-történéssel tisztában lehet.természetesen a TMK-nak is rendelkezésre állnak az adatok.a hálózat működéséért az IT felel.
az általad leirtakhoz.
az mindíg jó, ha tudjuk ki volt műszakban amikor akármi is történik.
Fontos, hogy az emberek megértsék nem a felelőst keressük, ha történik valami, hanem, hogy mi történt és milyen intézkedés lett foganatosítva.az még jobb ha követhető, hogy milyen beavatkozás történt, és mikor.
negatív példa: egy cégnél imádták az állandó letolást és fenyegetést,eredmény: ha megkérdezted, hogy az XY gépen ezt-és ezt ki állította el vagy be , a válasz mindíg az , hogy "senki".pedig nem a felelőst keresed, hanem, hogy az elállítás vagy beállítás, honnan lett állítva, melyik írányba, több lett vagy kevesebb, esetleg ha nem sikerült és pont azért vagy ott, akkor hol volt eredetileg, stb.számomra nagyon pozitív egy cégnél, hogy ne bűnbakot keressünk , hanem megoldást.
ez esetben az emberek közlékenyebbek lesznek, és tanulhatunk egymás eseteiből.viszont.havi 80.000 -ért dolgozó operátoroktól ne várd el , hogy utána nézzenek, hogy esetleg miért állt meg a gép.nem is az ő dolguk, és hidd el lehet, hogy jobban jársz, ha Ti nézitek meg.
esetleg a szerszámos kocsikat tartsátok a helyszínen.
észrevehető , hogy ahol az operátorokat vagy a kezelőket egy kicsit jobban megfizetik (vagy esetleg megbecsülik) ott jobban partnerek a gép támogatásában is.byte-by
-
Ghummmy
csendes tag
Hogy ne nyúljon hosszúra ez a levél, így csak sorba számozom a válaszokat.
1.
Ezzel tisztában vagyok. Rengeteg olyan dolog van amit hagyunk pihenni, és talán megfeledkeznek róla, vagy csak szándékosan megvalósíthatatlannak állítunk be. (így a legegyszerűbb)2.
Ez is pont így működik. Ezért próbálok valahogy egy kis szemlélet látást összehozni.3.
Általában a közvetlen vezetőjük ha megtudja akkor küldi őket (vagy megy velük). Viszont mivel nem mindig ül ott, így lehet pont akkor mikor szólnak nekik ő nem értesül róla és az emberei nem is mondják meg neki.
Elvileg ugyebár a helyi vezetők irányítják a melóst közvetlenül, és ha csak ez az illető férhet hozzá a hibák törléséhez (pl: kóddal), akkor gyorsíthatók lennének a folyamatok. Persze ez még nem hatna arra, hogy a vezetőség engedélyezze a 10 perces leállást.Azzal tisztában vagyok, hogy közel van a szélmalom harchoz ez a dolog, de a gyakorlás kedvéért nem lenne rossz.
Nagy esélyt arra sem látok, hogy komoly pénzeket tudok ebből zsebre tenni, de ha másra nem is lesz jó arra igen, hogy mire esetleg olyan melót találok ahol komolyabb célokra is lehet használni az ilyesmit addigra kicsit tapasztaltabbnak mondhatom magam a PLC-k és programozásuk terén.Azért bízom abban, hogy egyszer csak a vezetőség is rájön, hogy a befektetésekből van a nagyobb hasznuk. Igaz ennek az esélye a kisebb.
-
Ghummmy
csendes tag
Még valami.
Mivel karbantartó vagyok én is így belülről látom a dolgokat. 8 éve mikor idekerültem akkor a közvetlen (már nyugdíjasként itt lévő) főnököm mindig csak azokat az alkatrészeket cseréltette ami tényleg behalt. Pl egy tengely végén csak az egyik csapágy ment szét akkor azt...
Gondolom tisztában vagy vele, hogy ezeknek mi volt a következménye. Én nagyon utáltam hetente javítgatni ugyanazokat a gépeket egy 1000-5000 forintos alkatrész miatt.
Azóta sikerült azt elérnem, hogy amiket az ifjabb kollégákkal javítunk gépeket, ott értelmesen cseréljük az alkatrészeket (a nyugdíj előtt állók még mindig csak akkor teszik meg ha ott vagyunk velük és nem engedjük a linkeskedést). Tudom, hogy ez nem egy frankó rendszer, de már azt sikerült elérni vele, hogy nincs minden napra egy komolyabb gépjavítás és így akad már olyan nap is amit kibírnak a gépek végig.
Remélem erről a szintről sikerül továbblépni majd a tényleges TMK változatra is.Az, hogy a vezetőség műszaki analfabéta, néha kedvez nekem is, mert bizonyos dolgokat elhisznek idővel, ha ügyesen van előadva.
Másrészt a saját hülyeségeikbe lehet belekergetni és belezavarodnak. Jó látni mikor kiül az értetlenség a fejükre. -
Ghummmy
csendes tag
válasz
byte-by
#3495
üzenetére
Üdv byte-by!
"én a saját céges tapasztalatomat tudom megosztani.
azért azt gondolom, ha a "vezetés" nem szakma beli, akkor mindenképp érdemes kezdeményezni.
komoly probléma, ha a "vezetők " szíve vágyát észnélkül, átgondolatlanúl, "csakazértis" meg akarjuk valósítani."Részben ezért is próbálkozom. Így esetlegesen kicsit több pénzért gyakorolhatom is azt ami érdekel.
Persze mindent nem csinálunk meg mi sem. Sok mindenre kértek a fejlesztésekhez árajánlatot külső cégektől, és mindig minden drága volt nekik, párszor jöttek, hogy csináljuk meg mi. De akkora baromságokat tudnak kitalálni. Nem látnak tisztán a pénz utáni vágytól. "Természetesen mindenre van megoldás, de az legyen ésszerű, átgondolt, logikus, hatékony,(neadj Isten)takarékos, stb.
persze a vezetők mindíg jobban tudják, de határozottan meg kell próbálni kivitelezhető és hatékony, stb. módszer felé terelgetni a képzeletüket, amennyire csak lehetséges!( sikerülhet is..)"Igyekszem.
Nem tudom mennyire sikerül, mert ez volna az első ilyesmi amit csinálnék. Azt már előre jelezték, hogy már a 2 következő feladat is rám vár. Majd meglátjuk mi lesz. Az biztos, hogy ugyanennyi pénzért nem fogom törni magam egyikkel sem.
Nem véletlenül jeleztem itt a "problémámat", nem szeretnék hülyeségeket csinálni. Szeretnék alaposan utánajárni mindennek, hogy megfelelően tudjak érvelni dolgok mellett és ellen. Az már más kérdés, hogy árban mi az ami megfelel nekik. Úgyis azzal kezdik, hogy hozzam ki olcsóbban. Ezért majd kell egy olyan verzió ami esetleg 10%-kal magasabb. Ezt kell benyújtsam elsőre. Aztán jön az ismert "túl drága" szópáros és pár nap múlva előállok az olcsóbb változattal."nálunk gépsoronként egy kis kompakt plc van, amivel mindössze 2 bemenetet és 2 kimenetet használunk."
A mi részlegünkön leginkább különálló gépek vannak, de az üzem fő részén egy komplett rendszer. Lényegében egy baromfi feldolgozó. Végül is a rendszer egynek tekinthető. Egy nagy pályarendszer az élő csirkéktől a daraboltig, de felosztható több részre. Így ez a típusú megoldás is bevethető lenne esetleg ezen a részen. Viszont az biztos, hogy ez már a második fázisban kerülne sorra, mert elsőként a saját részlegemet kellene megoldani. ha elfogadják akkor utána szeretnék a teljes üzemre kiterjeszteni.
"Fontos, hogy az emberek megértsék nem a felelőst keressük, ............."
Sajna ez még teljesen nem így van itt. Ebben is nagyot kellene változni még sokaknak a cégnél. Többek között a vezetőségnek nem csak büntetni kellene, a melósnak meg nem csak azt várni hogy az ő feladata véget érjen aztán bujkálni míg a másik még mindig dolgozik.........
"viszont.havi 80.000 -ért dolgozó operátoroktól ne várd el ........"
Ebben van igazság is, de ha belegondolna az illető abba, hogy ő fog túlórázni ha a termelés nincs kész időben, valamint őt veszik elő, ha nincs meg a kellő mennyiség a nap végére, akkor miből tartana elolvasni 3-6 szót és megmondani nekünk.
Szerszámot meg nem hagyunk ott mert az fogyó eszköz sajnos.....
Volt bivaly erős mágnesünk ami alkatrész kiszedéshez kell. Egyet adtak a géppel. Azóta 2x vettek és mégis máshogy kell megoldjuk az alkatrész kiszedését.Mint láthatod mindenhol változtatni kell a hozzáállásokon.














 ) nyomhatják meg a gombokat.
) nyomhatják meg a gombokat.









(/IMG)[/L]](http://cdn.rios.hu/dl/upc/2013-07/30/311683_u2sf9sqwonrwzkkx_dc28.jpg "[L:/dl/upc/2013-07/30/311683_flebmfhb8bsjquui_dc28_2_3.jpg](IMG:/dl/upc/2013-07/30/311683_flebmfhb8bsjquui_dc28_2_3.thumb.jpg)(/IMG)[/L]")




Új hozzászólás Aktív témák

- Macbook Pro 13" - 2020, 4 mag i7, 32/512GB, touchbar, új akku, garancia, doboz, szürke (35)
- HP pro 3400 mt
- Macbook Pro 13" - 2020, 4 mag i7, 32/512GB, touchbar, garancia, szürke
- Macbook Pro 13" - 2020 gyártás, i7, 16/512GB, touchbar, garancia, szürke (34)
- Macbook Pro 13" - 2019, 4 mag i5, 16/256GB, touchbar, garancia, szürke (93)